
BaoLiLai Package generation process
【1】Pull tube Process description
Tube drawing is a unique welding process for side joints of composite pipes. For the first time, the change of the properties of the outer layer of the sheet is not restricted by the material of the inner layer of the sheet. In fact, since the outer layer of the sheet no longer has to be welded to the inner layer of the sheet as it is when lapped, we can optimize it for durability, safety, feel, print finish, or any other functional aspect required by the market.
1.The weld reinforcing belt is led into the center of the butt weld, and the flat printed composite sheet is buttressed to form a circular tube body.
A. Preprinted composite sheet
B. Inner reinforcement strap
C. Outer reinforcement strap
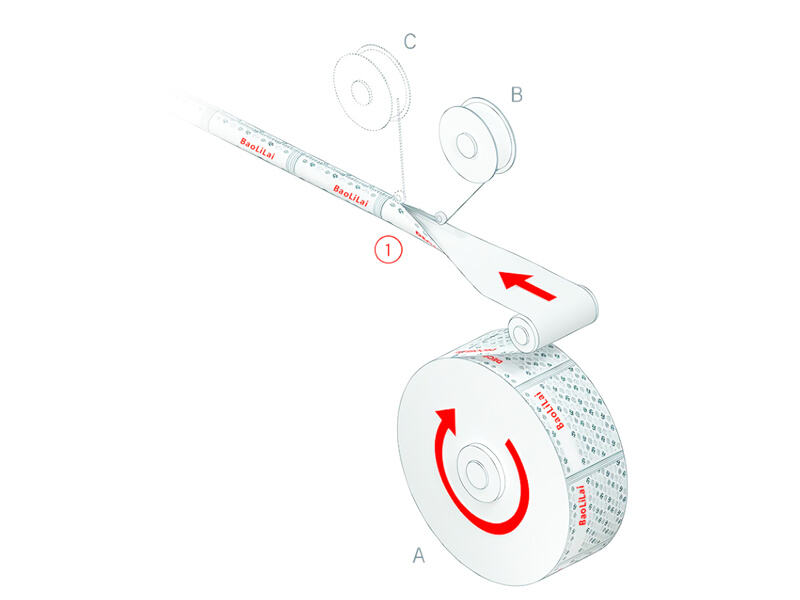
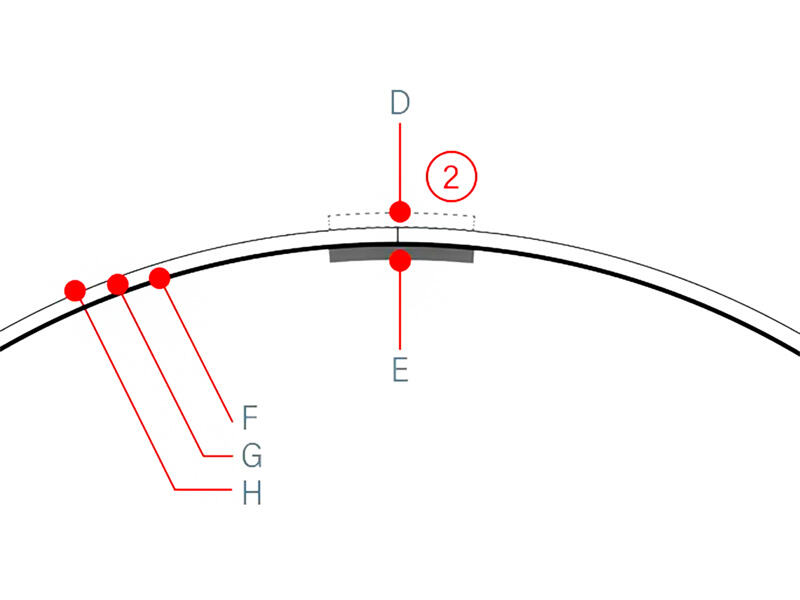
1. In order to prevent the paper-plastic composite sheet from absorbing external water, weld a second reinforcing belt on the outside of the pipe body.
D. Outer reinforcement strap
E. Inner reinforcement strap
F. Barrier layer
G. All-plastic or paper-plastic composite sheet
H. Printing decorative layer
New market opportunities
- New functional sheet structure is available
- Ensure hose performance
- Sheet jointing is achieved by reinforcing the belt with the weld
- 360° full circle decoration, printing surface area is larger, eliminate design pattern blank gap
- Its outer material selection freedom helps improve touch
- Hose diameter range: 12.7-60mm
Packaging technology features
Digital CMYK inkjet printing
Composite sheet pipe body high-sequined sheet structure; 300µm thick metallic PET surface and 9µm aluminum barrier layer
Sheet butt, the weld area can be printed in full plate, and PE/PET/PE composite structure weld reinforcement belt is applied on the inside of the pipe body
Aluminum layer protection products, thin PE inner layer to reduce aroma loss
High frequency welded prefabricated PE pipe shoulder to pipe body
Screw cap Light cap Flip cap Doctor cap small bullet cap octagon cap Screw cap Bead cap Waist cap Tip cap Horn cap acrylic blossom cap Drip cap Triple ball single ball lip balm cap Ice cream cap flat tube cap
【2】Molding process Process specification
(Injection shoulder)
Molding technology is in a leading position
- Extruders equipped with axial pressure pistons melt materials more fully and change colors more quickly
- Optimize the extruder and metering heating curve, reduce the stress of the material mass, make the stress distribution more uniform, and improve the welding quality of the pipe shoulder and pipe body
- The spiral flow metering head extrudes non-pressurized, symmetrical material clumps
Volumetric measurement avoids weight changes
- Independent research and development design and use laser sintering technology to produce high cooling molding die
- The two-step molding process enables compression mode selection according to material and design criteria
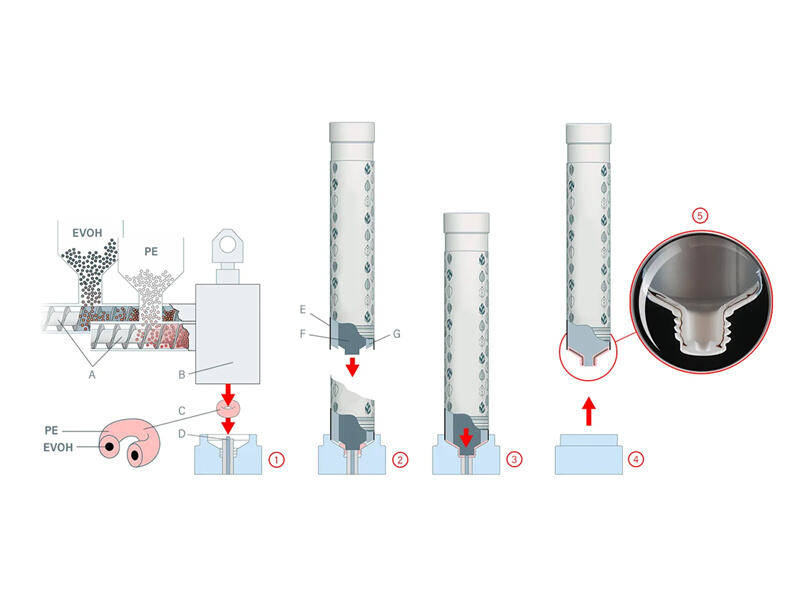
1.Volume measurement system (B) eliminates measurement weight deviation of material mass (C).
2. The mandrel punch (F) and the mandrel sleeve (G) are pushed downward simultaneously. The mandrel sleeve closes the die cavity before the die exerts pressure on the material mass.
3. The mandrel punch (F) continues to push down and extrude the material mass to form the shoulder and head.
4. The mandrel is raised, and the shoulder of the pipe with a clear opening edge of the pipe head is perfectly welded together with the pipe body.
A. Extruder equipped with axial pressure piston
B. Volume measurement system
C. Material mass (PE metering mass)
D. Pipe head open bottom die thimble
E. Pipe body
F. Mandrel punch
G. Mandrel sleeve
Adaptive model
Suitable for PTH 90, PTH 100, PTH 150 and PTH 240m, production speed
They are 90, 95, 147 and 240 units per minute.
Synchronous flow process
- Strengthen shoulder surface quality
- Pipe shoulder beautiful appearance, color pipe shoulder without material flow marks
- Round tube and oval tube shoulder welded perfectly
- Enables the production of smaller and neater tube head openings
- There are no bubbles at the shoulder
- Tube shoulder without tilting head
- Improve production economy
- Shorten the mold replacement time and reduce the replacement frequency
- Improve process stability and increase productivity
- Mold standardization, reduce mold demand
- Metering nozzle investment savings of up to 60%
- Changing material color is faster
【3】Sealing film locks lid
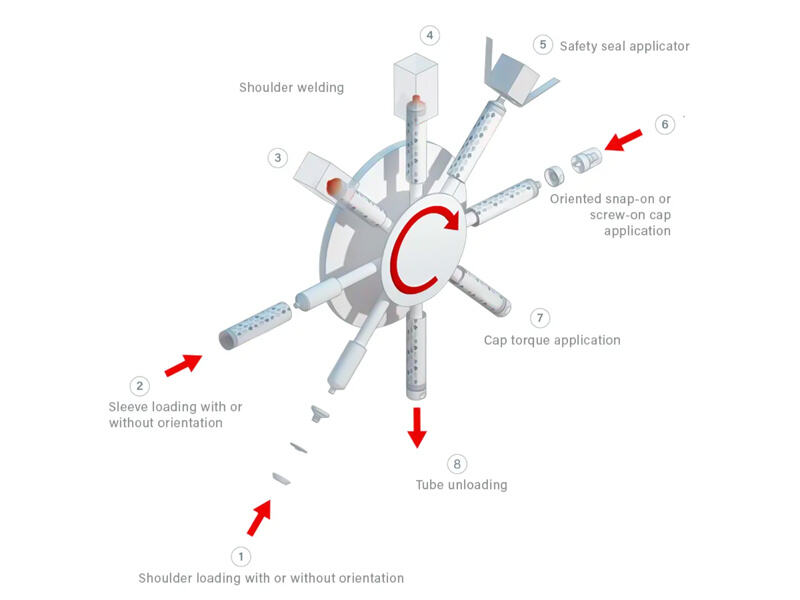
Composite hose manufacturing technology is a kind of printed composite sheet, prefabricated pipe shoulder and pipe cap assembled into a hose product that can be filled.
Technological advantage
The production capacity of the equipment can be expanded simply by increasing the number of assembly stations. Equipment operating speed from 100 / min to 600 / min, compact design, small footprint.
Excellent performance, the process does not slow down due to the necessary cooling time for molding.
Shoulder and cap are completed on the same mandrel.
Highly flexible, value-added options such as directional cap, directional shoulder, oval tube assembly and top film seal can be added.
The use of prefabricated shoulder makes the stamping process more stable and eliminates the risk of material shrinkage in online molding production.