
BaoLiLai Verpackungsproduktionsprozess
【1】Ziehrohr Prozessbeschreibung
Das Ziehen des Rohrs ist ein einzigartiger Schweißprozess für die Seitenfugen von Verbundröhren. Zum ersten Mal wird die Änderung der Eigenschaften der äußeren Schicht nicht mehr durch das Material der inneren Schicht eingeschränkt. Tatsächlich muss die äußere Schicht nicht länger mit der inneren Schicht verschweißt werden, wie dies bei überlappenden Verbindungen der Fall ist. Daher können wir sie hinsichtlich Haltbarkeit, Sicherheit, Tastempfinden, Druckfinish oder jeglicher anderen vom Markt geforderten funktionalen Aspekte optimieren.
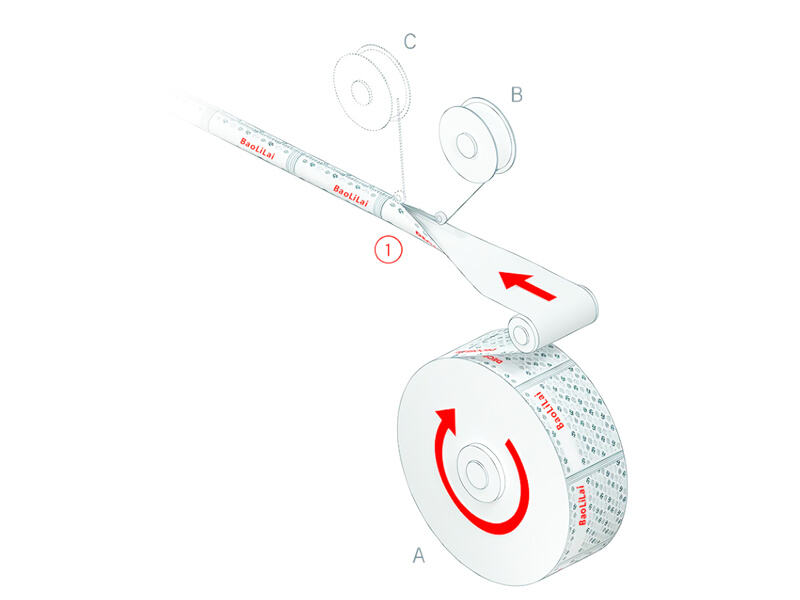
1. Das Schweißverstärkungsband wird in das Zentrum des Stirnanschlusses geführt, und die flache bedruckte Verbundfolie wird am Stirnanschluss befestigt, um einen runden Rohrkörper zu bilden.
A. Vorbedruckte Verbundfolie
B. Innere Verstärkungsleine
C. Äußere Verstärkungsleine
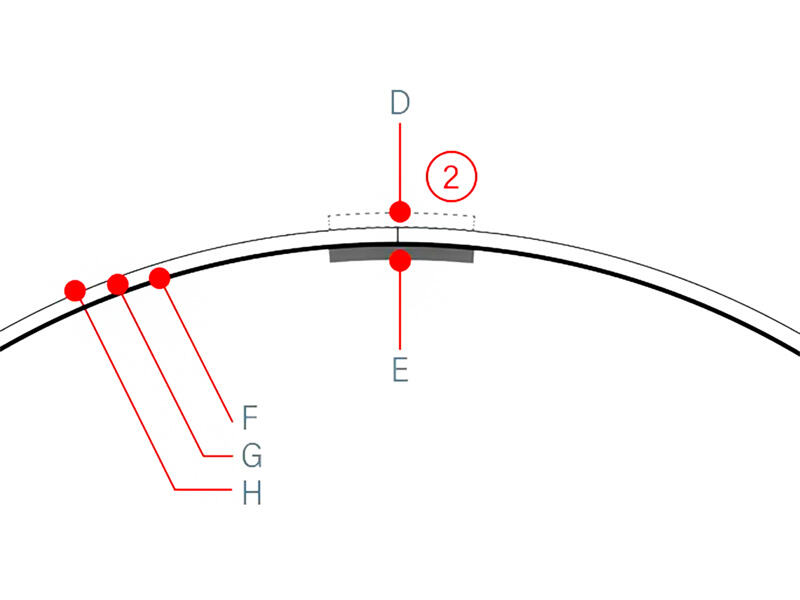
1. Um zu verhindern, dass das Papier-Plastik-Schichtmaterial äußeres Wasser aufnimmt, wird eine zweite Verstärkungsleine außen am Rohrkörper verschweißt.
D. Äußere Verstärkungsleine
E. Innere Verstärkungsleine
F. Barrienschicht
G. Vollplastik- oder Papier-Plastik-Kunststoffbahnbogen
H. Druckdekorationsschicht
Neue Marktmöglichkeiten
- Neue funktionelle Blattstruktur verfügbar
- Stelle sicher, dass die Schlauchleistung gewährleistet ist
- Die Verbindung der Bleche wird durch das Verstärken des Gurtes mit der Naht erreicht
- 360° Vollkreisdekoration, größere Druckfläche, Entwurfsleerstellen werden beseitigt
- Die Auswahl der äußeren Materialien trägt zur Verbesserung des Tastgefühls bei
- Schlauchdurchmesserbereich: 12,7-60 mm
Verpackungstechnologische Merkmale
Digitales CMYK-Tintenstrahldruck
Verbundblatt-Rohrboden mit hochglanzem Blattaufbau; 300µm dicke metallisierte PET-Oberfläche und 9µm Aluminium-Schutzschicht
Blattnaht, der Schweißbereich kann im Vollformat bedruckt werden, und ein PE/PET/PE-Verbundstruktur-Verschlingungsband wird innen am Rohrboden angewendet
Aluminiumschicht schützt Produkte, dünne PE-Auflage reduziert Aromaverlust
Hochfrequenzgeklebte vorgefertigte PE-Rohrbügel zum Rohrkörper
Schraubverschluss Leichtverschluss Klappverschluss Arztverschluss kleiner Kugelverschluss Achteckverschluss Schraubverschluss Perlenverschluss Tailleverschluss Spitzenverschluss Hornverschluss Acrylblütenverschluss Tropfenverschluss Dreifachkugel Einfachkugel Lippenpflegeverschluss Eiscremeverschluss Flachröhrenverschluss
【2】Formgießverfahren Prozessspezifikation
(Injektionsbügel)
Das Formgießverfahren befindet sich in einer führenden Position
- Extruder mit axialen Druckpistonen schmelzen Materialien vollständiger und wechseln die Farbe schneller
- Optimieren Sie die Erhitzungskurve von Extruder und Dosierer, verringern Sie den Spannungsbetrag des Materialmassivs, verteilen Sie die Spannung gleichmäßiger und verbessern Sie die Schweissqualität von Rohrboden und Rohrkörper
- Der Spiral-Fluss-Dosierungskopf extrudiert nicht unter Druck aufgenommene, symmetrische Materialbrocken
Volumetrische Messung vermeidet Gewichtsänderungen
- Eigenentwicklung und -design mit Verwendung von Lasersintern-Technologie zur Herstellung von Hochabkühlformen
- Der zweistufige Formprozess ermöglicht die Auswahl des Kompressionsmodus je nach Material und Designkriterien.
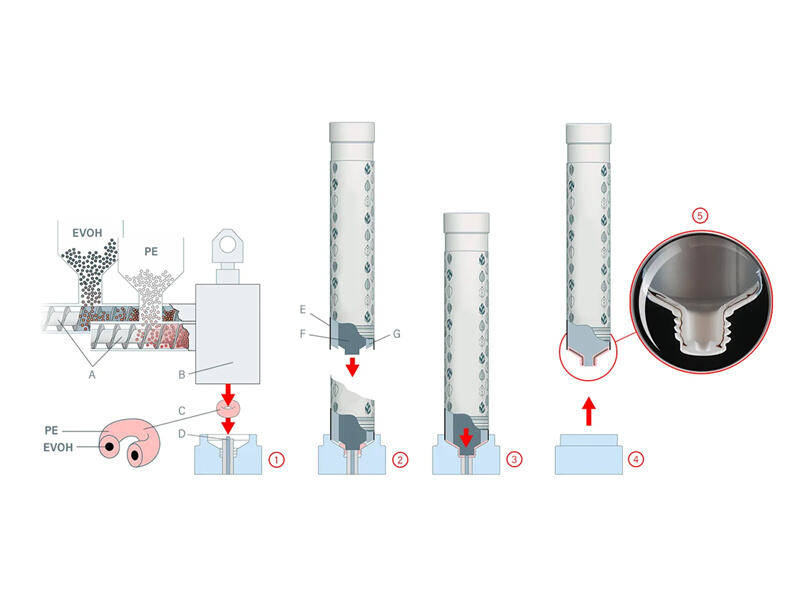
1. Das Volumenmesssystem (B) eliminiert Abweichungen bei der Gewichtsmessung des Materialvolumens (C).
2. Der Kernstempel (F) und die Kernmanschette (G) werden gleichzeitig nach unten gedrückt. Die Kernmanschette schließt die Formhöhle, bevor die Form Druck auf das Material ausübt.
3. Der Kernstempel (F) drückt weiter nach unten und presst das Material, um die Schulter und den Kopf zu bilden.
4. Der Kern wird angehoben, und die Röhrenschulter mit einer klaren Kante am Röhrenkopf ist perfekt mit dem Röhrenkörper verschweißt.
A. Extruder mit axialen Druckpiston
B. Volumenmesssystem
C. Materialmasse (PE-Dosiermasse)
D. Rohrkopf mit offener Bodendüse Muffe
E. Rohrkörper
F. Mandrill Locher
G. Mandrill Hülle
Anpassungsfähiges Modell
Geeignet für PTH 90, PTH 100, PTH 150 und PTH 240m, Produktionsgeschwindigkeit
Sie sind 90, 95, 147 und 240 Einheiten pro Minute.
Synchroner Flussprozess
- Verstärkung der Schulteroberflächenqualität
- Rohr Schulter mit schönem Äußeren, farbiges Rohr ohne Materialflussharze
- Rundrohr und Ovalrohr Schultern perfekt gelötet
- Ermöglicht die Herstellung von kleineren und ordentlicheren Rohrkopföffnungen
- Es gibt keine Blasen am Schulterbereich
- Rohr Schulter ohne geneigten Kopf
- Verbesserung der Produktionswirtschaftlichkeit
- Kürzung der Formwechselzeit und Reduktion der Wechselhäufigkeit
- Verbesserung der Prozessstabilität und Erhöhung der Produktivität
- Formstandardisierung, Verringerung der Formanforderungen
- Kosteneinsparungen bei der Investition in Dosierdüsen von bis zu 60 %
- Farbwechsel des Materials erfolgt schneller
【3】Dichtungsfolie sichert den Deckel ab
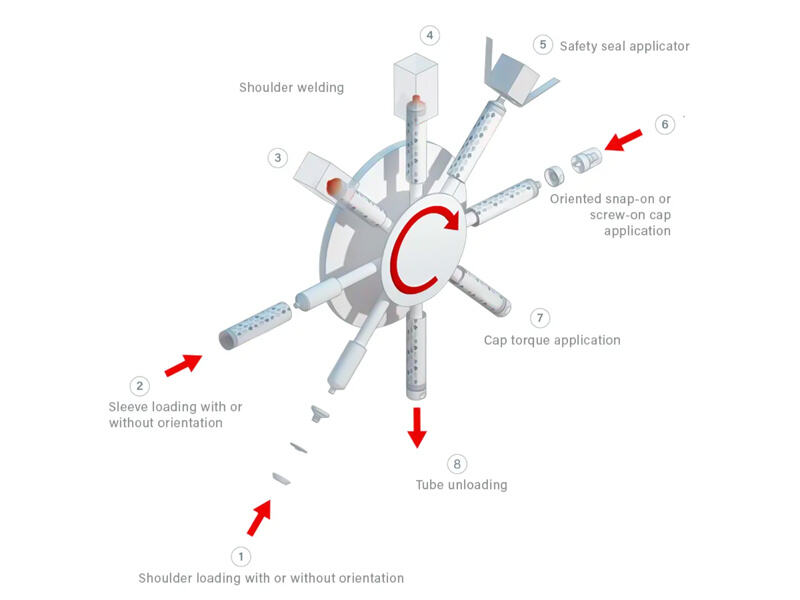
Die Herstelltechnik von Verbundschläuchen ist eine Art gedruckter Verbundfolie, wobei vorgefertigte Röhrenaufsätze und Röhrenkappen zu einem füllbaren Schlauchprodukt zusammengesetzt werden.
Technologischer Vorteil
Die Produktionskapazität der Anlage kann einfach durch Erhöhung der Anzahl der Montagestationen erweitert werden. Betriebsgeschwindigkeit der Anlage von 100/min bis 600/min, kompakt in Design, kleiner Bodenbedarf.
Herausragende Leistung, der Prozess verlangsamt sich nicht aufgrund der notwendigen Abkühlzeit für das Formen.
Schulter und Verschluss werden am gleichen Kern fertiggestellt.
Sehr flexibel, wertsteigernde Optionen wie orientierter Verschluss, orientierte Schulter, ovaler Rohrverschluss und Oberflächenfolie können hinzugefügt werden.
Die Verwendung eines vorgefertigten Schulterteils macht den Pressprozess stabiler und eliminiert das Risiko von Materialverzug bei der Online-Formproduktion.