
Proseso ng Pagbubuo ng Pakete ng BaoLiLai
【1】Pagpoproseso ng Tube
Ang tube drawing ay isang natatanging proseso ng pagpupuslit para sa tabing mga kabit ng composite pipes. Sa unang beses, hindi na limitado ang pagbabago ng mga characteristics ng panlabas na layer ng plato sa material ng loob na layer ng plato. Sa katunayan, dahil hindi na kinakailangan ang panlabas na layer ng plato na ipagpupuslit sa loob na layer nito tulad ng kapag overlap, maaari nating optimisahin ito para sa katatagan, seguridad, pakiramdam, print finish, o anumang iba pang functional aspect na kinakailangan ng market.
1.Inilalathala ang pambutas na belt sa gitna ng butt weld, at ang flat na printed na composite sheet ay binubuong circular tube body.
A. Pre-printed na composite sheet
B. Loob na reinforcement strap
C. Labas na reinforcement strap
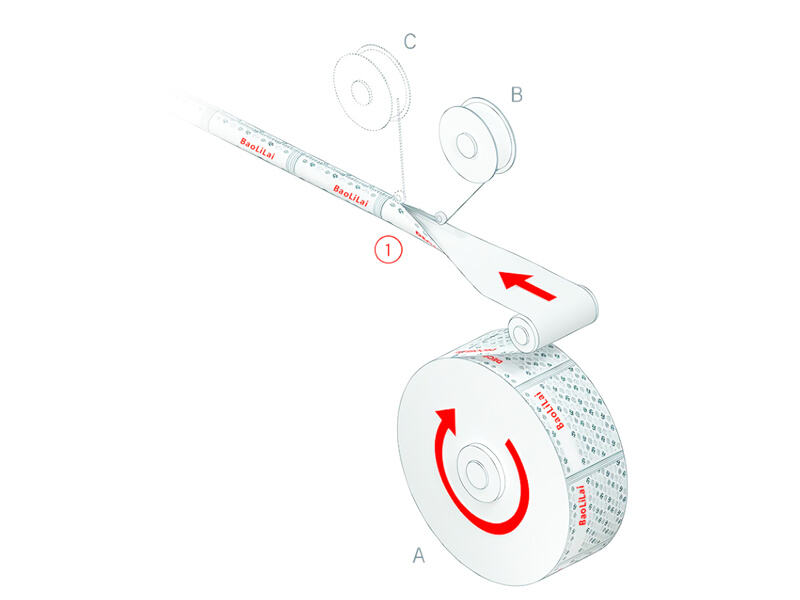
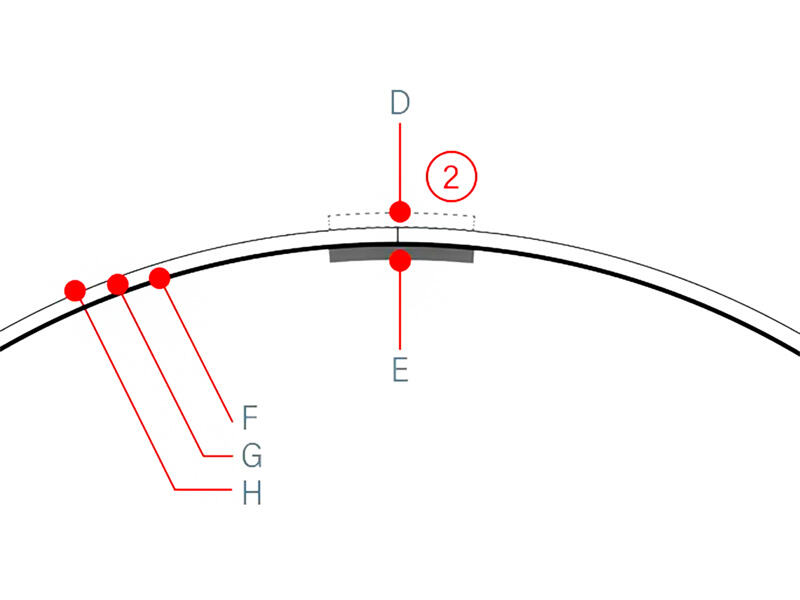
1. Upang maiwasan ang pag-aabsorb ng composite sheet na papel-plastik mula sa panlabas na tubig, isangkalang pagsusumikod ng ikalawang beltang pagsusustenta sa labas ng katawan ng tube.
D. Panlabas na sambalbelt
E. Panloob na sambalbelt
F. Barrier layer
G. Lahat ng plastik o papel-plastik na composite sheet
P. Pagprintrang dekoratibong layer
Bagong mga oportunidad sa market
- Magagamit na ang bagong functional sheet structure
- Siguruhin ang pagganap ng hose
- Nakikumpleto ang pagsasama ng sheet sa pamamagitan ng pagpapatibay ng belt sa pamamagitan ng weld
- 360° punong dekorasyon, mas malaking lugar ng pamamahayag, alisin ang walang disenyo o blankong espasyo
- Ang kalayaan sa pagpili ng panlabas na material ay nakakatulong upang mapabuti ang pakiramdam sa paghawak
- Haba ng diametro ng hose: 12.7-60mm
Mga katangian ng teknolohiya sa pagsasaalang-alang
Dijital na CMYK inkjet pamamahayag
Kabugnawan ng composite sheet pipe na may mataas na sequined sheet structure; 300µm makapal na metallic PET surface at 9µm aluminyun na barrier layer
Sheet butt, maaring i-print ang lugar ng pagweld sa buong plato, at inaapliko ang PE/PET/PE composite structure weld reinforcement belt sa loob ng pipe body
Paggamot ng produkto sa aluminyun na layer, mababang PE inner layer upang bawasan ang pagkawala ng aroma
Mataas na frekwensiyang ginuhit na PE tube shoulder hanggang sa pipe body
Screw cap Liwanag na cap Flip cap Doctor cap maliit na bullet cap walong sulok na cap Screw cap Bead cap Waist cap Tip cap Horn cap acrylic blossom cap Drip cap Triple ball single ball lip balm cap Ice cream cap flat tube cap
【2】Proseso ng Molding Spepsiyasyon ng Proseso
(Paghuhukay sa Balikat)
Ang teknolohiya ng molding ay nasa unang posisyon
- Mga ekstruder na may pagsasagawa ng piston ng presyo sa baga ay mas madali ang pagmelt ng mga materyales at mas mabilis ang pagbabago ng kulay
- Optimisa ang kurba ng pagsasagawa at pagsusuri ng heater, bawasan ang stress ng masang materyal, gawing mas regular ang distribusyon ng stress, at impruwentahin ang kalidad ng pagweld ng balikat at katawan ng tube
- Ang ulo ng spiral flow meter ay nag-eextrude ng hindi pinaglilitawang, simetrikong mga kumpol ng materyales
Ang sukat na volyometriko ay nakakaiwas sa pagbabago ng timbang
- Independiyenteng pagsusuri at pag-unlad sa disenyo at gumagamit ng laser sintering technology upang magproduc ng mataas na malamig na mold
- Ang proseso ng dalawang-hakbang na molding ay nagpapahintulot sa pagsasalungat ng mode ng pagkompresyon batay sa materyales at mga kriterya sa disenyo
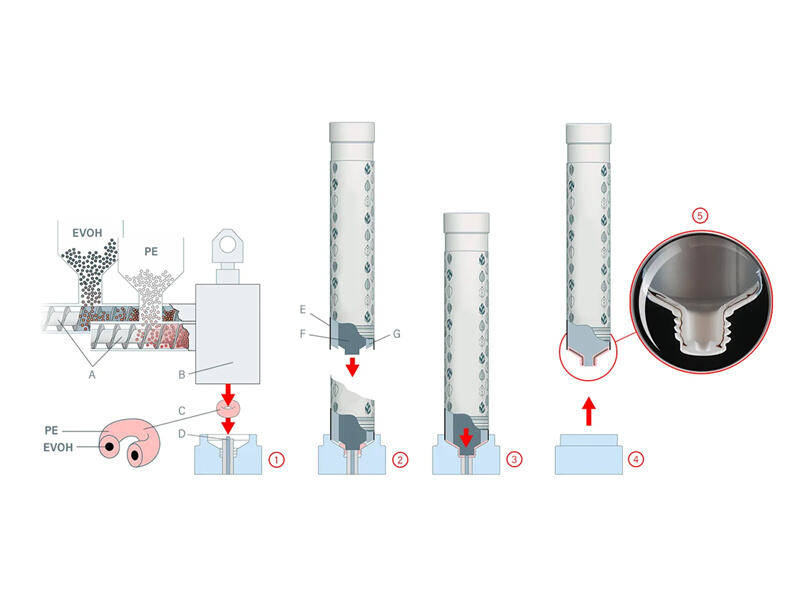
1.Ang sistema ng sukat ng bolyum (B) ay naiiwasan ang pagka-deviate ng sukat ng timbang ng masang materyales (C).
2. Ang mandrel punch (F) at ang mandrel sleeve (G) ay sinusubok pababa ng pareho. Bago magpatnubay ng presyon sa anyo ng materyales, sinusara muna ng mandrel sleeve ang kabitang bahagi ng patnubay.
3. Patuloy na sumusubok pababa ang mandrel punch (F) at nag-eextrude ng materyales upang bumuo ng balikat at ulo.
4. Inaangat ang mandrel, at ang balikat ng tubo na may malinaw na bukang-lugad na bahagi ng ulo ng tubo ay maayos na sinusuldanan kasama ang katawan ng tubo.
A. Extruder na may axial pressure piston
B. Sistema ng pamamasahe ng sukat
C. Bumbilya ng materyales (masa ng PE metering)
D. Buwan ng kaban ng pip na bukas sa ibabaw
E. Katawan ng pip
F. Sugat ng mandrel
G. Kuleta ng mandrel
Adaptibong modelo
Sugod para sa PTH 90, PTH 100, PTH 150 at PTH 240m, bilis ng produksyon
Mayroon silang 90, 95, 147 at 240 yunit kada minuto.
Simultaneong pamamaraan ng proseso
- Paigtingin ang kalidad ng ibabaw ng balikat
- Maganda ang anyo ng shoulder ng pipe, kulay ng shoulder ng pipe nang walang mga marka ng material na nagflow
- Nakapagweld nang mabuti ang round tube at oval tube shoulder
- Pinapahintulot ang paggawa ng mas maliit at mas ayos na bukana ng tube head
- Wala pang bula sa shoulder
- Walang titile ng ulo sa tube shoulder
- Pagbutihin ang ekonomiya ng produksyon
- Pigilang ang oras ng pagbabago ng mold at bawasan ang bilis ng pagbabago
- Pagbutihin ang katigasan ng proseso at dagdagan ang produktibidad
- Pamantayan ang mold, bawasan ang pangangailangan ng mold
- Makikita hanggang 60% na mga savings sa pagsasakatao ng metering nozzle
- Mas mabilis ang pagbabago ng kulay ng material
【3】Nakakakandado ang sealing film sa takip
Ang teknolohiya ng paggawa ng composite hose ay isang uri ng imprentadong composite sheet, na itinatayo ang prefabrikadong pipe shoulder at pipe cap upang maging produkto ng hose na maaaring ma-fill.
TEKNOLOHIKONG KABENEFITS
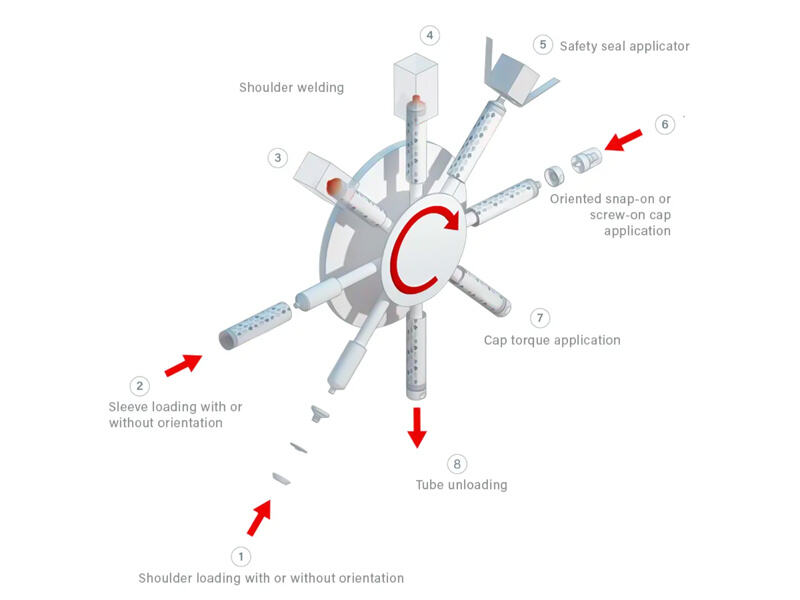
Maaaring sipagin ang kapasidad ng produksyon ng makinarya sa pamamagitan lamang ng pagdagdag ng bilang ng assembly stations. Mula 100/min hanggang 600/min ang operating speed ng makinarya, kompaktong disenyo, maliit ang lugar ng paggamit.
Nakakatawang pagganap, hindi nag-aalok ang proseso dahil sa kinakailangang oras ng pagsikip para sa molding.
Kabayo at takip ay kumpleto sa parehong mandrel.
Maaaring idagdag ang mga taas na flexible, value-added na opsyon tulad ng directional cap, directional shoulder, oval tube assembly at top film seal.
Ang paggamit ng prefabrikadong shoulder ay gumagawa ng mas matatag na proseso ng pag-stamp at naiiwasan ang panganib ng pagkukulang ng material sa online molding production.