
BaoLiLai Csomagolási generációs folyamat
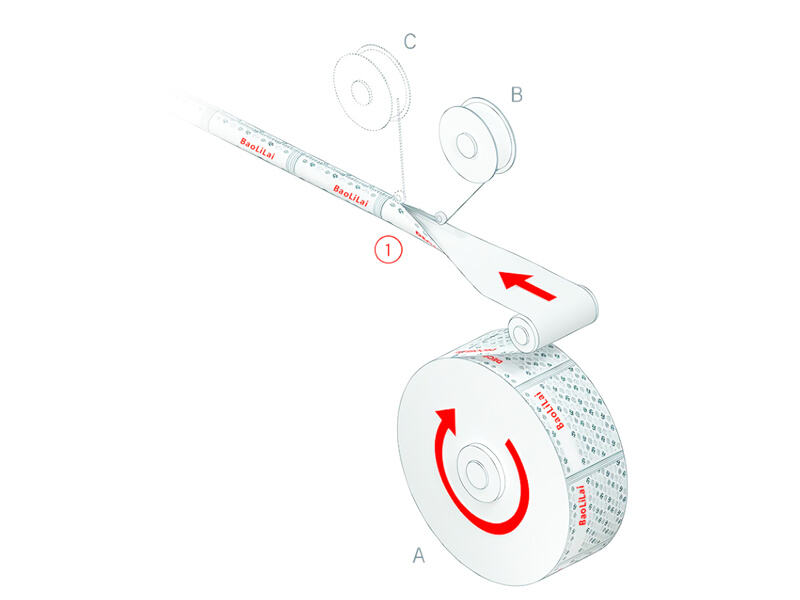
【1】Rúd húzás Folyamat leírása
A rúd húzása egyedi összefonó folyamat az összetett rúd oldali csatlakozóinál. Először is, a lapok külső rétegének tulajdonságainak változása nem korlátozódik a lapok belső rétegének anyaga által. Valójában, mivel a lapok külső rétege már nem kell, hogy fonódjon a belső réteggel, mint amikor összevágják, optimalizálhatjuk a tartóság, biztonság, érzet, nyomtatott véglegesítés vagy bármely más piaci igény szempontjából.
1. A fonó erősítő szalag a lap alapú fonás közepébe vezetve, és a nyomtatott összetett lapot lapként illesztik össze kör alakú rúdtest létrehozására.
A. Előre nyomtatott összetett lap
B. Beli erősségi juh
C. Külső erősségi juh
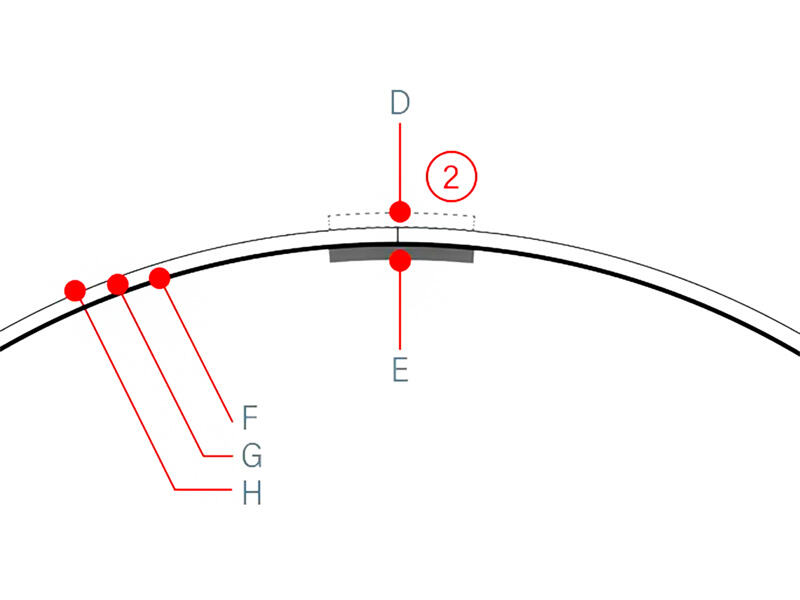
1. A papír-puhály összetett lap external víz felvételének elkerülése érdekében zárd be egy második erősségi öveget a csöv test külső részén.
D. Külső erősségi juh
E. Beli erősségi juh
F. Bárrierszint
G. Egészen szintű plastikus vagy papír-plasztik összetett lap
H. Nyomtatott díszítő szint
Új piaci lehetőségek
- Elérhető új függvényes lapstruktúra
- Gámba teljesítmény biztosítása
- A lapcsatolás a hordó vázlatán keresztül történik a zördészel felszerelt szalaggal
- 360°-os teljes körös díszítés, nagyobb nyomtatási felület, tervszerkezetű fehér résszel való megoldás elkerülése
- A külső anyag kiválasztásának szabadsága érintkezés javításában segít
- Gámba átmérő tartomány: 12,7-60 mm
Csomagolási technológia jellemzői
Digitális CMYK inkjet nyomtatás
Összetett lapcsőtest magas sorozatos lapstruktúra; 300µm vastagságú fémes PET felület és 9µm vastagságú alumínium bariér réteg
Lapvég, a záró terület teljes lapnyomásban nyomható, és PE/PET/PE összetett struktúra zárójelmezőt alkalmaznak a test belső oldalán
Alumínium réteg védi a termékeket, vékony PE belső réteg aroma veszteség csökkentésére
Magas frekvenciájú vegyesüléses előkészített PE csövegyenes fali csövhez
Cserével rúdcsap Light csap Flip csap Orvosi csap kis gépamo csap nyolcszögletes csap Cserével csap Gyűrű csap Has csap Tipp csap Szarvas csap acríl virágcsap Csöpölő csap Három gömb egy gömb lip balm csap Jégkrém csap síkidomú csap
【2】Formázási folyamat Folyamat szabvány
(Injekció váll)
A formázási technológia vezető helyzetben van
- Axialis nyomási pisztolyokkal ellátott extruderök teljesebben felszínthetik a anyagokat és gyorsabban váltogathatják a színeket
- Optimalizálja az extruder és a mérési melegítési görbét, csökkenti aanyaghalmaz stresszét, egyenletesebbé teszi a stressz eloszlását, és javítja a csőváll és a csőtest vízszintes összefűzését
- A spirálos folyású mérőfej nem nyomás alatt extrudál szimmetrikus anyagcsomókat
A térfogati méréssel elkerülhetők a súlyváltozások
- Független kutatási és fejlesztési tervekkel laser-szintezési technológiát használnak magas hűtési formák gyártására
- A kétlépéses formozási folyamat lehetővé teszi a tömörítési mód kiválasztását anyag és tervezési kritériumok alapján.
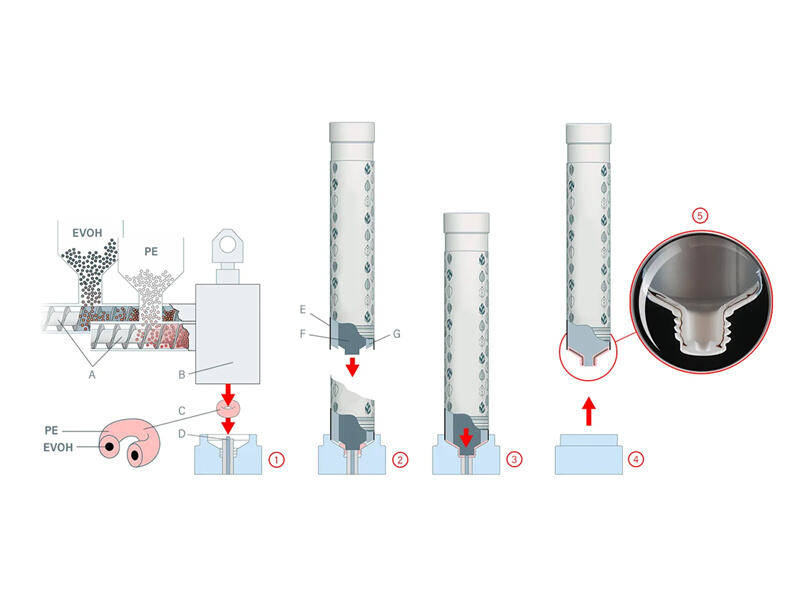
1. A térfogat-mérési rendszer (B) eliminálja az anyag tömegének súlyos eltéréseit (C).
2. A mandrín-punő (F) és a mandrín-csavar (G) egyszerre lefelé nyomnak. A mandrín-csavar bezárja a formahelyet, mielőtt a forma nyomást fejt ki az anyag tömegére.
3. A mandrín-punő (F) tovább nyom le és extrudálja az anyag tömegét a váll és a fej formázásához.
4. A mandrín fel van emelve, és a csövölő válla egyértelműen nyílt élvel a csövölőfej teljesen összefutóan a csőtesttel együtt van összecsillapítva.
A. Extruder axiális nyomáspistonnal
B. Térfogat-mérő rendszer
C. Anyag tömege (PE mérési tömeg)
D. Csomófej nyitott aljú meghajtó csücs
E. Csomótest
F. Mandrel ütő
G. Mandrel váz
Alkalmazkodó modell
Alkalmazható a PTH 90, PTH 100, PTH 150 és PTH 240 m, termelési sebesség
Azok 90, 95, 147 és 240 darab percenként.
Szinkron folyamat
- Váll felületi minőség fenntartása
- Csöv válla szép megjelenés, színes csőv válla anyag áramlás nélkül
- Kör alakú és összecsukott csőv válla tökéletesen összavarva
- Kisebb és tisztább csőv fejléc nyitásainak gyártását teszi lehetővé
- Nincsenek buborékok a vállon
- Vállsoronkénti cső anélkül, hogy a fej elhanyagolná
- Javítsa a termelési gazdaságot
- Rövidítsd meg a zár cserének idejét és csökkentsd a cserék gyakoriságát
- Javítsd a folyamat stabilitását és nösd a termelékenységet
- Forma szabványosítása, forma igény csökkentése
- Mértékeszzel rendelkező szárnyú égető beruházási menteskedése maximum 60%-ig
- A anyag színének változtatása gyorsabb
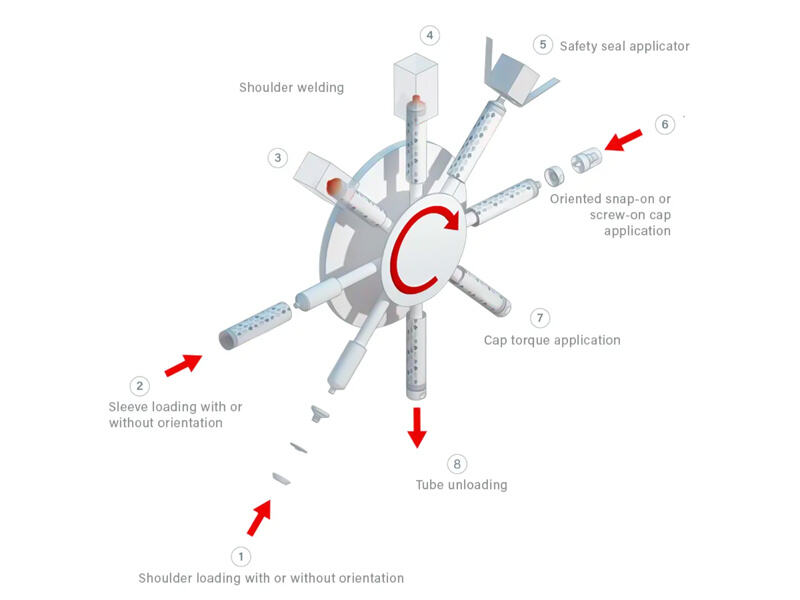
【3】Zárt filmet használ, hogy zárolja a fedélzett
A vegyes rétegű csőgyártási technológia egyféle nyomtatott vegyes laprendszer, előkészített cső vállal és csőfedő gyártására szolgáló termék, amelyet tölteni lehet.
Technológiai előnye
Az eszköz termelési kapacitása egyszerűen bővíthető az összesítő állomások számának növelésével. Eszköz működési sebesség 100 / perc-től 600 / perc-ig, kompakt tervezés, kis alapterület.
Kiváló teljesítmény, a folyamat nem lassul le a formázáshoz szükséges kellő hűtési idő miatt.
A váll és a fedő egyforma mandrilon kerül készítésre.
Nagyon rugalmas, értékemelő beállítások, például irányított fedő, irányított váll, ovális cső gyártás és tetejfelzár rögzítés hozzáadhatók.
A előkészített váll alkalmazása stabilebbá teszi a domborítási folyamatot, és eliminiálja a anyag szűkülésének kockázatát az online formázási termelésben.