
Proces generiranja pakiranj BaoLiLai
【1】Opis procesa vlečnega cevičenja
Vlečno cevičenje je edinstveni varniški postopek za stranske zveze sestavljenih cev. Prvič ni omejitev spremembe lastnosti zunanjega plastičnega sloja zaradi materiala notranjega sloja. V resnici, ker se zunanjega plastnega sloja več ne povezuje z notranjim plastnim slojem, kot bi bilo pri prekrivanju, ga lahko optimiziramo glede na trajnost, varnost, oseček, tiskano končno obdelavo ali katerekoli drugo funkcionalno lastnost, ki jo zahteva trg.
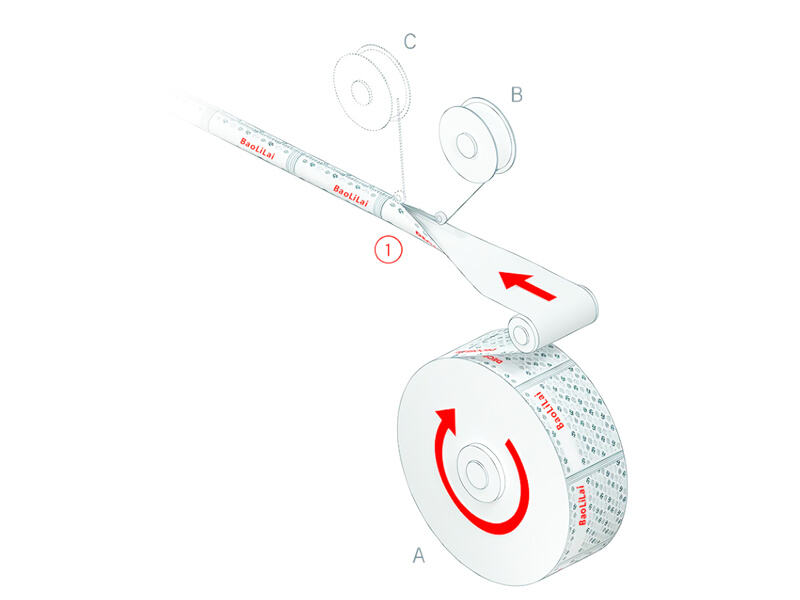
1. Pojavnica za pojasno okrepitveno varno se vodi v sredino ravnih spojn, in ravnati tiskane sestavljene listove se spošastijo v krožno cevično telo.
A. Predtiskani sestavljeni list
B. Notranja pojas za ukrepljenje
C. Zunanja pojas za ukrepljenje
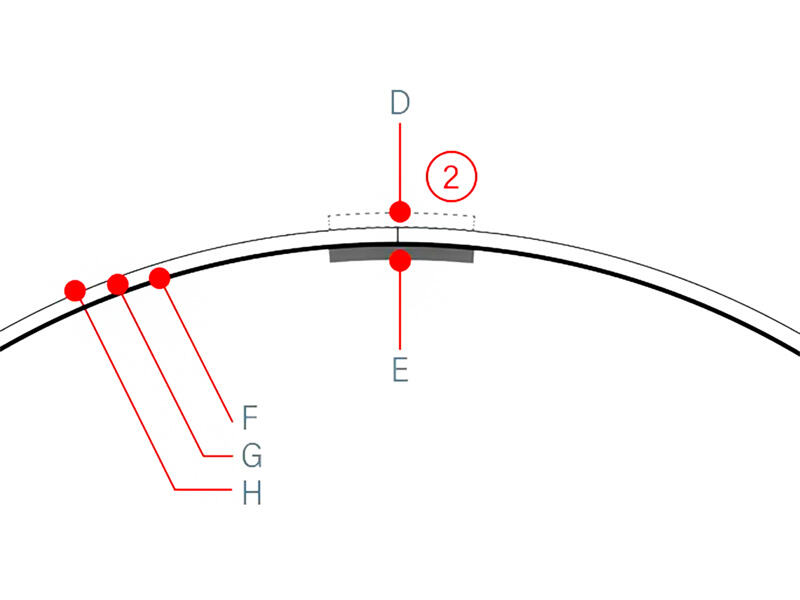
1. Da bi se preprečilo, da bi sestavljeno listino papir-plastika vsovala vodico iz zunanjega okolja, zavarujte drugi ukrepna pojas na zunanji strani traku telesa.
D. Zunanja pojas za ukrepljenje
E. Notranja pojas za ukrepljenje
F. Barjer plastična plast
G. Vseplastična ali papir-plastična sestavljena plošča
H. Tiskalna dekorativna plast
Novi tržni priložnosti
- Na voljo je nova funkcijska struktura listov
- Zaščita delovanja šla
- Povezava plasti je dosežena s posiljevanjem pasu z varjevanjem
- ukrasna obročna plošča 360°, velikost tiskane ploskve je večja, izbiro razlik v vzorcih proračuna izključi
- Prosta izbira materiala za zunanjo plast pomaga izboljšati dotik
- Premer šle: 12,7-60 mm
Funkcije embalażne tehnologije
Digitalno CMYK inkjet tiskanje
Sestavna listovita struktura cevi; 300µm debel naelektričen PET površina in 9µm aluminijevski barierski plastični sloj
Listovita ploskev, območje varsanja je mogoče tiskati v celoti, znotraj cevi se uporablja pojas za posiljevanje PE/PET/PE sestavnega strukturnega varsanja
Aluminijevski sloj zaščitnih izdelkov, tanka PE notranja plast za zmanjšanje izgube aroma
Vrsta visoke frekvence spojena predzgrajena PE cevna rampa do telesa cevi
Vis miska Miska s kapljico Prekrivanje miske Doktor miska majhna krogla miska oseminkotna miska Vis miska Zracna miska Pas miska Namig miska Rog miska akrilna rdeča miska Kapljica miska Tri lopta eno lopta balzam za usne miska Sladoled miska ravnina cevi miska
【2】Oblikovanje postopek Postopkovska specificacija
(Injiciranje rampe)
Postopek oblikovanja je v ospredju
- Ekstruderi, opremljeni s pistoni za osno tlakovanje, bolje raztopijo material in spremenijo barve hitreje.
- Optimizirajte krivuljo segrevanja ekstruderja in merilne funkcije, zmanjšajte stres masnega materiala, naredite bolj enakomereno porazdelitev stresa ter izboljšajte kakovost varske ramena in telesa cevi.
- Zavojasto tokovito merilno glavo ekstrudira ne-tlakovane, simetrične materialne skupine.
Prostorska meritev izogiba spremembam teža.
- Samostojno raziskovalni in razvojni načrt z uporabo laserne sintering tehnologije za proizvodnjo visoko hladne oblike matrike.
- Dvostopenjski proces lepljenja omogoča izbiro režima stiskanja glede na material in načrtne kriterije.
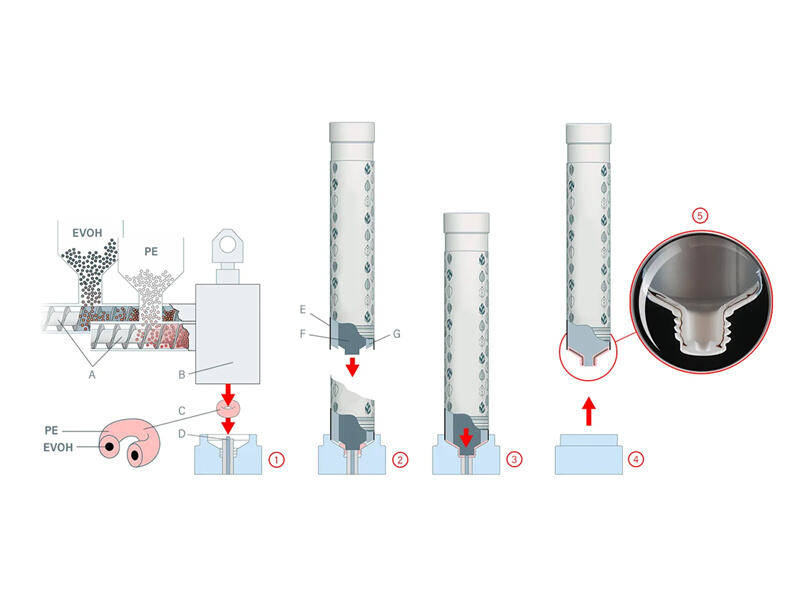
1. Sistem merjenja prostornine (B) izbriše odstopanje pri merjenju teže materialne mase (C).
2. Kundalni plesnik (F) in kundalna ohišja (G) se hranjata hkrati navzdol. Kundalna ohišja zapre ohišje preden umir je zažene tlak na materialno maso.
3. Kundalni plesnik (F) nadaljuje z potiskovanjem in izgniva materialno maso, da oblikuje rameno in glavo.
4. Kundal se podigne, in rameno cevi s jasno odprtjem roba glave cevi je popolnoma zvarovano z telom cevi.
A. Ekstruder opremljen s pistonom za osno tlakovanje
B. Sistem za merjenje prostornine
C. Masa snovi (PE metrična masa)
D. Roura z odprtim dnom umrlca
E. Teleso rurovine
F. Čeplj za odbojnike
G. Rukava za odbojnik
Prilagodljiv model
Primerni za PTH 90, PTH 100, PTH 150 in PTH 240m, proizvodna hitrost
To so 90, 95, 147 in 240 enot na minuto.
Sinhronen proces toka
- Pojačanje kakovosti površine ramena
- Lep izgled ramena cevovoda, barvno rameno cevovoda brez oznak pretoka materiala
- Krogla in eliptična cev ramena savita popolnoma
- Omogoča proizvodnjo manjših in urenejših otvorov v glavi cevi
- Na ramenu ni puhov
- Rameno cevica brez poševnega glave
- izboljšajte gospodarske proizvodnje
- Skrajšajte čas zamenjave form in zmanjšajte frekvenco zamenjave
- Izboljšajte stabilnost procesa in povečajte proizvodnost
- Standardizacija form, zmanjšanje zahtevkov po formah
- Izhodnje štednje pri meritvenih trakih do 60 %
- Sprememba barve materiala je hitrejša
【3】Zaporna folija zaklene križalko
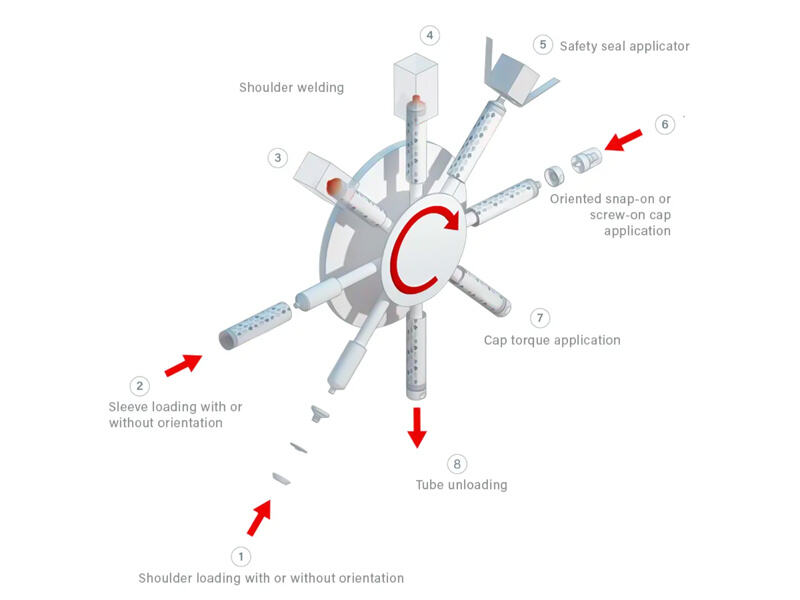
Tehnologija proizvodnje sestavinčih slivov je vrsta tiskane sestavinčne listine, predzgrajenih ramov in vtičnikov, ki so zbrani v slivski izdelek, ki ga je mogoče napuniti.
Tehnološka prednost
Proizvodna zmogljivost naprave se lahko enostavno poveča z povečanjem števila montažnih postaj. Hitrost delovanja naprave od 100/min do 600/min, kompaktni oblikovitev, majhen zasedek prostora.
Odlična izvedba, postopek se ne upočasni zaradi potrebnega hladilnega časa za formiranje.
Vrat in zaklop so dokončana na istem mandrilu.
Zelo fleksibilna, je mogoče dodati dodatne možnosti, kot so smerne zaklope, smerno vrat, eliptična cevna skupina in vrhnica z filmom.
Uporaba predoblikanega vrata naredi presojni postopek stabilnejšim in izbriše tveganje stiskanja materiala v proizvodnji s formiranjem v živo.