
Процес створення пакетів BaoLiLai
【1】Процес витягування труби. Опис процесу
Витягування труб є унікальним сварочним процесом для бокових швів складних труб. Вперше зміна властивостей зовнішнього шару не обмежується матеріалом внутрішнього шару. Насправді, оскільки зовнішній шар більше не потрібно спаювати з внутрішнім шаром, як це робиться при накладенні, ми можемо оптимізувати його за тривалістю, безпекою, відчуттям, друкарським закінченням або будь-яким іншим функціональним аспектом, який вимагає ринок.
1. Сварювальна стрічка підсилення вводиться до центру стыку, і плоский друкований складний лист з'єднується, щоб утворити круглу трубну конструкцію.
A. Композитний лист з попередньою друкованою маркуванням
B. Внутрішній усилювальний ремінь
C. Зовнішній усилювальний ремінь
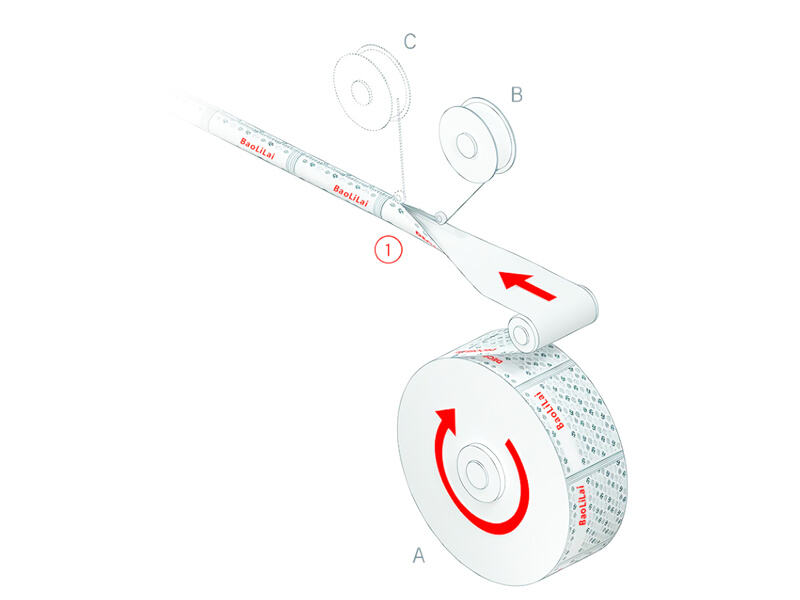
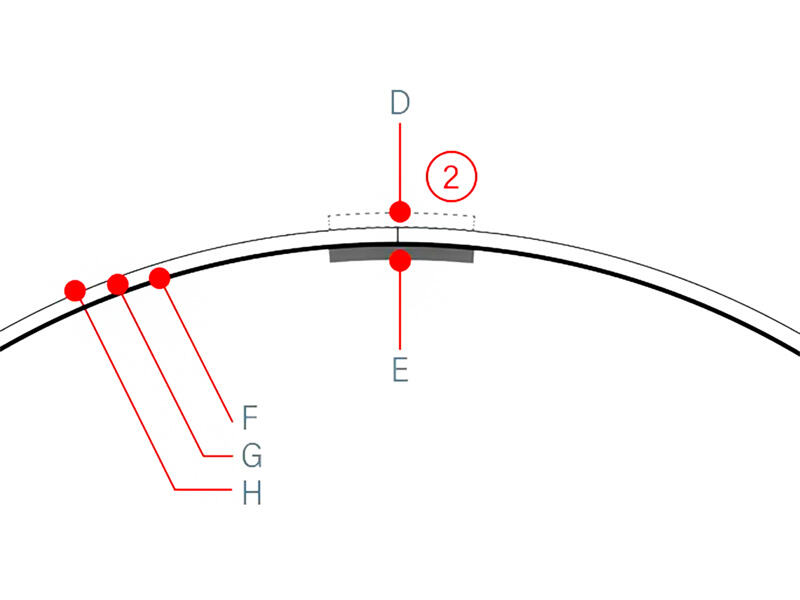
1. Щоб запобігти тому, щоб паперово-пластиковий складний аркуш не вбертовував зовнішню воду, на зовнішній бік труби приварюється друга усилювальна стрічка.
D. Зовнішній усилювальний ремінь
E. Внутрішній усилювальний ремінь
Ф. Бар'єрний шар
Г. Всістекловий або паперово-стекловий складний лист
Х. Друкований декоративний шар
Нові ринкові можливості
- Доступна нова функціональна структура листа
- Забезпечте ефективність шлангу
- Сполучення шарів досягається за допомогою підсилення ременя зваркою
- декорування на 360°, більша площя друку, видалена біла пропуска між розмиттями у дизайні
- Вільний вибір матеріалу зовнішньої оболонки сприяє покращенню тактильних якостей
- Діапазон діаметра шлангу: 12.7-60 мм
Особливості технології упаковки
Цифрова CMYK інжекторна друкарня
Складова аркуша трубчастого тіла з високошвейною структурою аркуши; 300мкм товста металічна поверхня PET і 9мкм бар'єрний шар з алумінію
Роз'єднання аркуші, область сварки може бути надрукована повністю, а на внутрішню сторону трубчастого тіла застосовується пас покріплення для композитної структури PE/PET/PE
Захист продукції шаром з алумінію, тонка внутрішня шар PE для зменшення втрат аромату
Високочастотне спаювання prefabрикованої ПЕ труби від плеча до тіла труби
Винтової колпачок Легкий колпачок Перевернутий колпачок Колпачок для лікаря маленький кулеобразний колпачок восьмикутний колпачок Винтовий колпачок Бусинка колпачок Талія колпачок Чайник колпачок Рогатий колпачок акріловий квітковий колпачок Крапля колпачок Три кульки одна кулька ухажувальний колпачок для губ Морозивний колпачок плоска трубка колпачок
【2】Процес формування Процесова специфікація
(Інжекційне плече)
Технологія формування знаходиться у провідному положенні
- Екструдери, укомплектовані пістонами з осьовим тиском, краще розплавлюють матеріали і швидше змінюють колір
- Оптимізуйте гральну криву екструдера та дозування, зменшуйте напруження маси матеріалу, зробіть розподіл напружень більш рівномірним та покращіть якість спаяння плеча та корпуса труби
- Спіральна поточна дозувальна головка екструмує нестиснені, симетричні комки матеріалу
Об'ємне вимірювання уникне змін ваги
- Незалежний науково-дослідний дизайн та використання лазерної спаювальної технології для виробництва форм з високою ступеню охолодження
- Двокроковий процес формування дозволяє вибір режиму стиснення в залежності від матеріалу та критеріїв дизайну
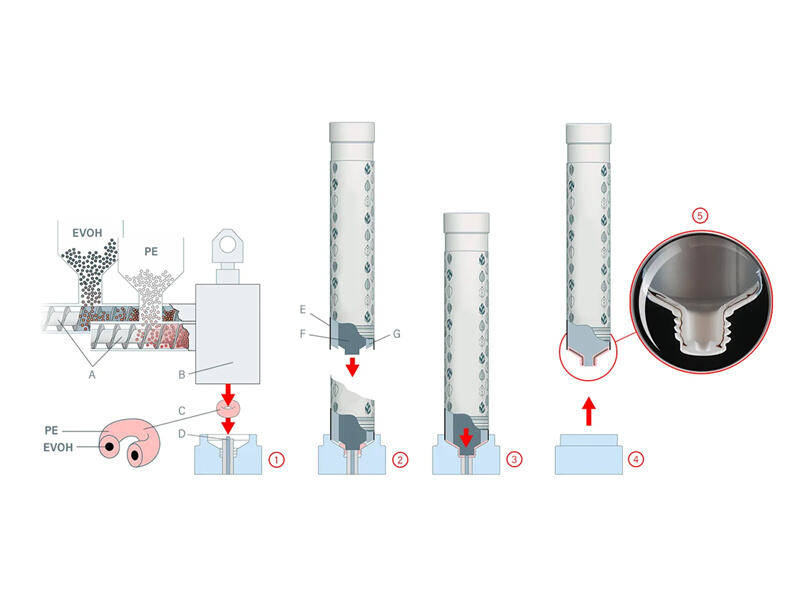
1. Система вимірювання об'єму (B) вилучаєхибку вимірювання маси матеріалу (C).
2. Пунсон-MANDREL (F) та чохол-MANDREL (G) тягнуться вниз одночасно. Чохол-MANDREL закриває полості форму перед тим, як форма викаже тиск на масу матеріалу.
3. Пунсон-MANDREL (F) продовжує тягти вниз і екструмувати масу матеріалу для формування плеча та головки.
4. MANDREL піднімається, а плечо трубки з чіткою краєвою стороною головки трубки ідеально спаяні разом з корпусом трубки.
A. Екструдер, оснащений пістоном з axial стиску
B. Система вимірювання об'єму
C. Маса матеріалу (PE метрична маса)
D. Головка труби відкритий дно умильник
E. Труба тіло
Ф. Напірний кулак
Г. Напірна гильота
Адаптивна модель
Призначений для PTH 90, PTH 100, PTH 150 та PTH 240м, швидкість виробництва
Вони становлять 90, 95, 147 та 240 одиниць на хвилину.
Синхронний процес потоку
- Покращення якості поверхні плеча
- Привабливий вигляд плеча труби, кольорове плече труби без слідів потоку матеріалу
- Плече круглої та овалної труби склеюється досконало
- Дозволяє виробництво менших та аккуратніших відкриттів головки труби
- Немає бульбашок у плечі
- Трубка плеча без наклоненої головки
- Покращити економічність виробництва
- Скоротити час заміни форми та зменшити частоту заміни
- Покращити стабільність процесу та збільшити продуктивність
- Стандартизація форм, зменшення потрібності у формах
- Збереження витрат на інвестиції у вимірювальний носик до 60%
- Зміна кольору матеріалу швидша
【3】Закриваюча фільма фіксує кришку
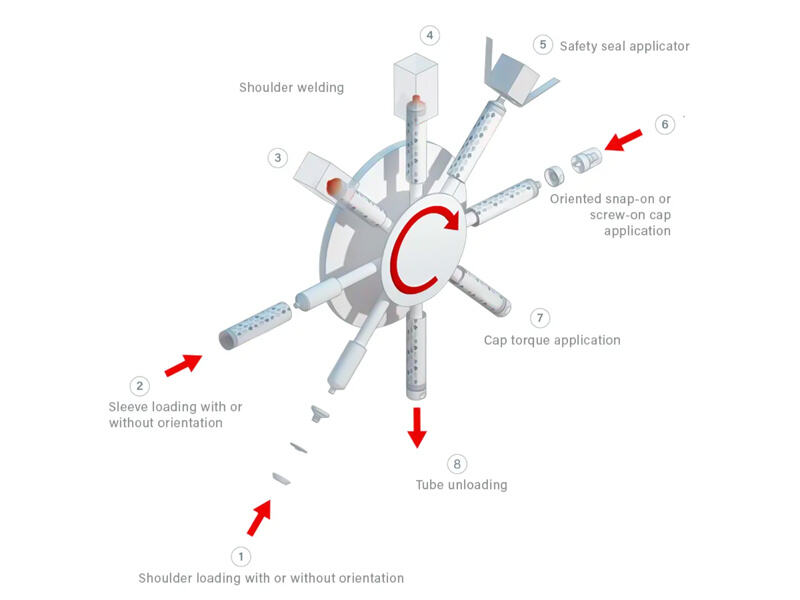
Технологія виготовлення складних гумових шлангів — це вид друкуваної складної фольги, prefab-плеча та трубки, зібраних у шланговий продукт, який можна наповнити.
Технологічна перевага
Можливість розширення продуктивності обладнання просто за рахунок збільшення кількості монтажних станцій. Швидкість роботи обладнання від 100/хв до 600/хв, компактний дизайн, невелика площа займання.
Висока продуктивність, процес не сповільнюється через необхідну часову затримку для охолодження під час формування.
Бочок і кришка виготовляються на тій самій формі.
Висока гнучкість, можна додати додаткові опції, такі як напрямна кришка, напрямний бочок, овалізоване трубчасте з'єднання та верхнє фільмове запечатування.
Використання попередньо виготовленого бочку робить процес штампування більш стабільним та вилучає ризик стискання матеріалу під час онлайн формування.