
BaoLiLai paketimise tootmismeetod
【1】Võetud tube protsessi kirjeldus
Tube võtmine on unikaalne spetsiaalne protsess liitmete jaoks, mis kasutavad komposiitseid jõuviise. Esimest korda ei ole ülemise kihi omaduste muutused enam piiratud alumise kihi materjaliga. Tegelikult, kuna ülemine kiht enam ei pea liituma alumise kihiga nagu see teeb, kui see on rippsetega kokku pandud, siis me saame selle optimeerida kestuse, turvalisuse, tundetu, trükkimise lõpetamise või millegi muu funktsionaalse aspekti poolest, mis on turu poolt nõutav.
1. Liitmise tugevdamisriided juhivad keskliitujuurde ning tasane trükitud komposiitne leht moodustab ringjoonise tuberiha.
A. Eeltrükitud komposiitne leht
B. Sisemine tugevdamisriip
Välimane täiendav sidusõrm
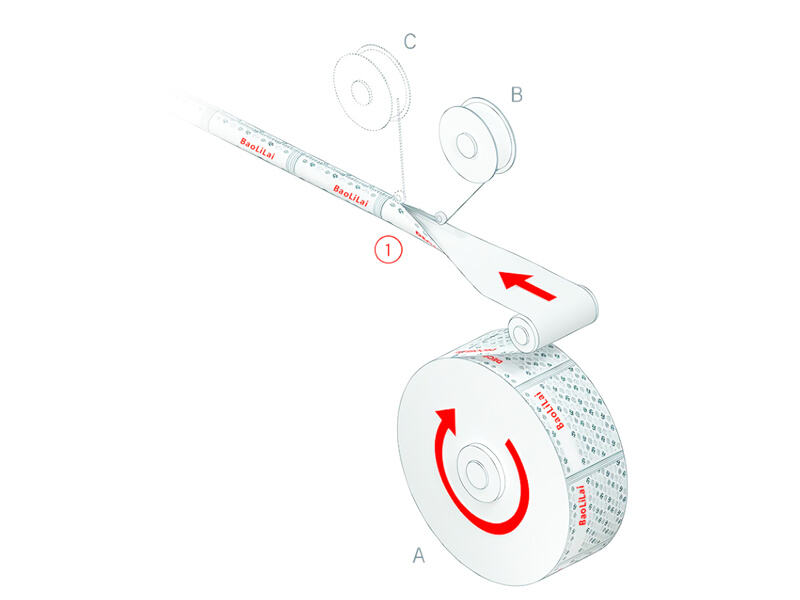
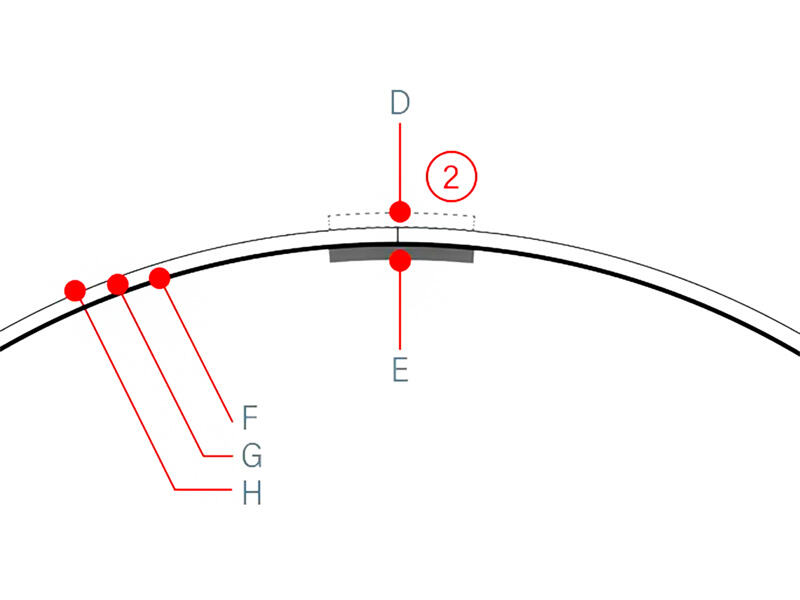
1. Paber-plastikulise liitmeetmega lehe sissuhkimise vältimiseks varustatakse rörkeha välisosa teise täiendava sidusõrmega.
D. Välimane täiendav sidusõrm
E. Sisemine täiendav sidusõrm
F. Takistuskiht
G. Täiesti plastiline või paber-plastmassikomposiitne leht
H. Prindiminekoraatiivne kiht
Uued turu võimalused
- Saadaval on uus funktsionaalne lehe struktuur
- Taga nahkti toimivus
- Lehe ühendamine saavutatakse kihi varustamisega spetsiaalse viiendi abil
- 360° täispöördekor, prindimisala on suurem, eemaldab disainimusteri tühja vahekauga
- Selle välimise materjali valik aidab parandada puuetundmist
- Hose läbimõõt: 12.7-60mm
Pakendustehte omadused
Dijitalne CMYK inkjet trükk
Liitlapsete rörkeha kõrgekristallilise lappstruktuur; 300µm paks metalliline PET pind ja 9µm alumiiniumbarjäärimitteline kiht
Lapise liit, mille liitmise ala saab täisplaadil trükitada ning PE/PET/PE liitstruktuuri liitmise tugevdamisribi rakendatakse rörkeha sisesoomele
Alumiiniumkihi kaitse tooted, tippe PE sisemine kiht hoiuste kaotuse vähendamiseks
Kõrgtegevusega eelvalmistatud PE rörkraavi liitmine rörkeha juurde
Vintsikap Light kap Pöörakap Doktori kap väike kuldikap kaheksanurkne kap Vintsi kap Puukap Kandekap Kiilkap Akülik kap Drip kap Kolm pall üks pall õngaste õlikap Maitsekapslier kap püst rööpkap
【2】Moodustamisprotsess Protsessinorm
(Injektsioonikand)
Moodustamistechnoloogia on juhtpositsioonil
- Telgsuure pistooniga ekstrudeerijad määramad materjalid täielikumalt ja värvi muutmine toimub kiiremini
- Optimeerige ekstrudeerija ja mõõtja ülesseisvate kõvakülgsete joonist, vähendage materjali massi stressi, tehke stressijagunemine ühtsemaks ning parandage rörise ja rööbi varsu liimimiskvaliteeti.
- Spiraalne voogmõõtja ekstrudeerib mittetaastatud, simmeetrilisi materjalikihte.
Ruumala mõõtmine vältib kaalumuutusi.
- Iseseisev arendusdisain ja kasutatakse lazerisinterdamistehteoloogiat kõrgladestumise muoendi tootmiseks.
- Kahefased muoendamismeetod võimaldab valida kompressioonirežiimi vastavalt materjalile ja disainikriteeriumidele.
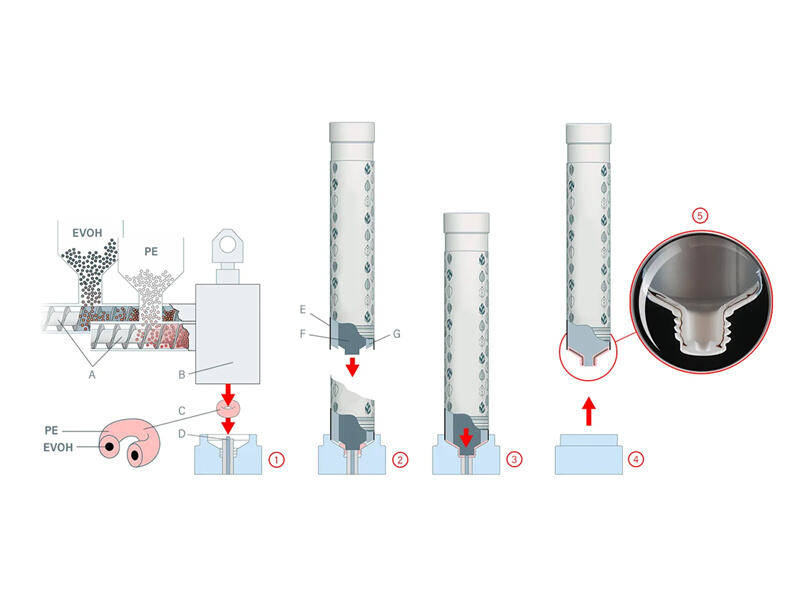
1. Mahtmõõtmisüsteem (B) vähendab materjali massi mõõtumassidevatsiooni (C).
2. Mandriilipunger (F) ja mandriilitsüblõige (G) tõmbatakse samal ajal alla. Mandriilitsüblõige sulgeb nupukoha enne, kui nupp avaldab survet materjalimassile.
3. Mandriilipunger (F) jätkab allutamist ja ekstrudeerib materjalimassi, et moodustada võre ja pea.
4. Mandriil tõstetakse üles, ja rörivööga selge avatisega röripeaga on täpselt liititud rörikonna kohta.
A. Ekstrudeerija varustatud akssiaalsega survepistasega
B. Täisdusmõõtmissüsteem
C. Materjali mass (PE mõõdukonna mass)
D. Toru pea avatud põhja nõgk
E. Toru tüber
F. Mandrielpunger
G. Mandrel'i hülje
Adaptiivne mudel
Sobib PTH 90, PTH 100, PTH 150 ja PTH 240m jaoks, tootmis kiirus
Need on 90, 95, 147 ja 240 uniti minutis.
Sünkroonne vooluprotsess
- Tugesta oma kvaliteetit pinnal
- Rohutage ilus matk, värvi matk ilma materjalivoolumärgita
- Ümbruhtruhm ja ellipserohk on täiuslikult lihitatud
- Võimaldab teha väiksemaid ja korrapärasmata rohkpea avatusi
- Matkal pole õhupuusi
- Tüübi õlend ilma peadega pöörlemata
- Parandage tootmise majanduslikkust
- Lühendage möödu asendamise aega ja vähendage asendamise sagedust
- Parandage protsessi stabiilsust ja suurendage tootlust
- Mööd standardimine, vähendage mööde nõudlust
- Säästekogumeteri investeeringu kulude osas kuni 60%
- Materjali värvi muutmine toimub kiiremini
【3】Lülitussaadab lukustab katte
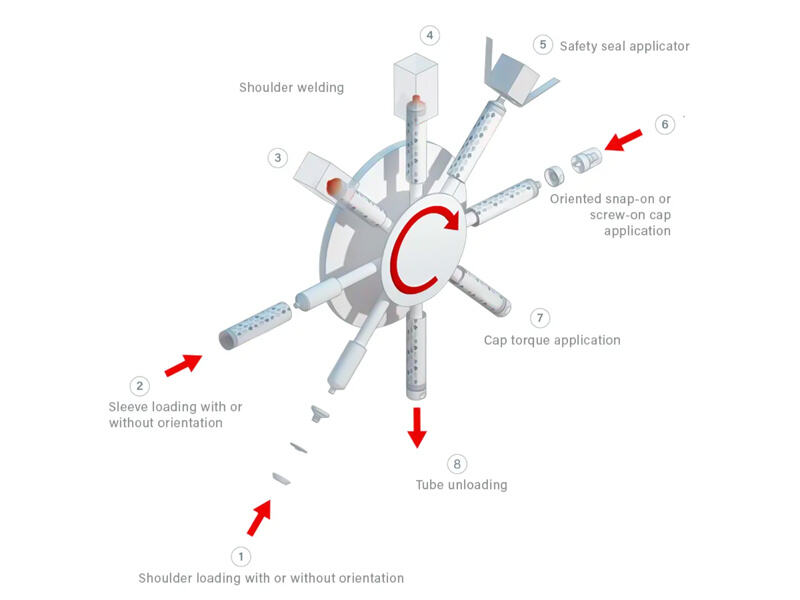
Liitkonna tootmisettevõtteline tehnoloogia on prinditud liitmestiku lehtede, eelvalmistatud naelapalli ja naela kokku montseldud toode, mis täita saab.
Tehnoloogiline eelis
Töötlemise suutlikkus saab olla lihtsalt suurendatud montaži jaoks kasvatades töökohti. Seadme töötlemiskiirus 100/min kuni 600/min, kompaktne disain, väike ruumikasutus.
Suurepärane jõudlus, protsess ei aeglusta vajaliku joonistamise järgse naerituse tõttu.
Vart ja katv on valmis samal mandriil.
Ülikaasav, lisandmoodulid nagu suunatud katvid, suunatud vart, ovalne rör kokkupanek ja ülemine film sealant võivad lisada.
Eelvalmistatud vart kasutamine muudab presimisprotsessi stabiilsemaks ja eemaldab materjaliretseerimise ohtu online joonistamisel tootmes.