
Процесс создания поколения упаковки BaoLiLai
【1】Описание процесса протяжки труб
Протяжка трубы является уникальным сварочным процессом для боковых соединений композитных труб. Впервые изменение свойств наружного слоя листа не ограничивается материалом внутреннего слоя листа. На самом деле, поскольку наружный слой больше не должен быть сварен с внутренним слоем, как это происходит при накладывании, мы можем оптимизировать его для долговечности, безопасности, тактильных ощущений, качества печати или любого другого функционального аспекта, требуемого рынком.
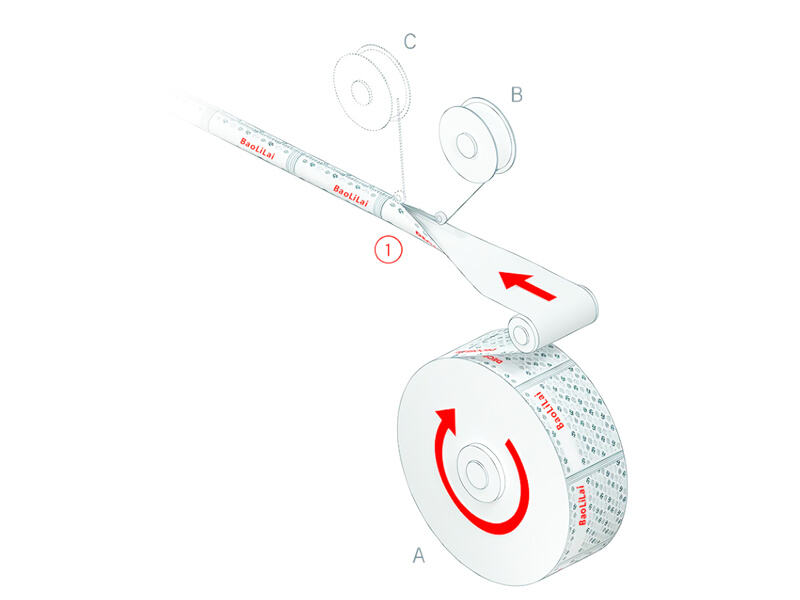
1. Усиливающий пояс для сварного шва вводится в центр стыкового шва, и плоский напечатанный композитный лист формируется в круглую трубчатую конструкцию.
A. Предварительно напечатанный композитный лист
B. Внутренний укрепляющий ремень
C. Наружный укрепляющий ремень
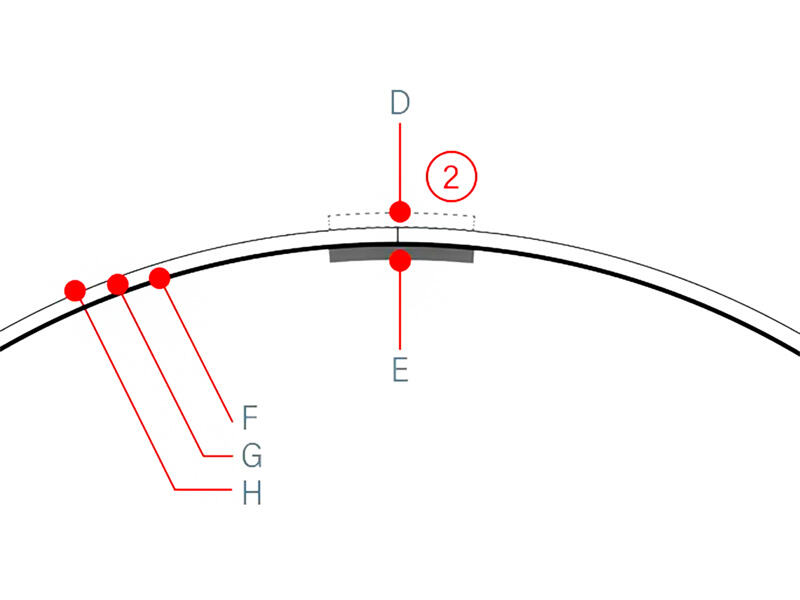
1. Для предотвращения поглощения воды бумагой-пластиковым композитным листом сварите второй укрепляющий пояс снаружи тела трубы.
D. Наружный укрепляющий ремень
E. Внутренний укрепляющий ремень
Ф. Барьерный слой
Г. Полностью пластиковый или бумажно-пластиковый композитный лист
Х. Печатный декоративный слой
Новые рыночные возможности
- Доступна новая структура функционального листа
- Обеспечьте работоспособность шланга
- Соединение листа достигается за счет усиления ремня сварным швом
- декорирование по всему кругу 360°, площадь печати больше, устраняет пропуски в дизайне
- Свобода выбора внешнего материала способствует улучшению тактильных ощущений
- Диапазон диаметра шланга: 12,7-60 мм
Особенности упаковочной технологии
Цифровая CMYK струйная печать
Композитный листовой трубчатый корпус с высокошовной структурой листа; металлическая поверхность PET толщиной 300µм и барьерный слой из алюминия толщиной 9µм
Соединение листов, зона сварки может быть напечатана на полном формате, а на внутренней стороне корпуса применяется усиленный пояс из композитной структуры PE/PET/PE
Защита продукции алюминиевым слоем, тонкий внутренний слой PE для снижения потери аромата
Плечо высокочастотной сварки предварительно изготовленной трубки ПЭ к корпусу трубы
Винтовая крышка Легкая крышка Переворачиваемая крышка Медицинская крышка маленькая пуля восьмигранная крышка Винтовая крышка Бусинка крышка Талия крышка Кончик крышка Рог крышка акриловая цветущая крышка Капельница крышка Тройной шарик одиночный шарик губной бальзам крышка Крышка для мороженого плоская трубчатая крышка
【2】Технологический процесс Процесс спецификации
(Литьевое плечо)
Технология литья занимает ведущее положение
- Экструдеры, оснащенные поршнями аксиального давления, плавят материалы более полно и меняют цвета быстрее
- Оптимизируйте кривую нагрева экструдера и дозатора, снизьте напряжение материальной массы, сделайте распределение напряжения более равномерным и улучшите качество сварки плеча трубы и трубного корпуса
- Винтовая поточная дозирующая головка выдавливает ненапорные, симметричные комки материала
Объемный метод измерения исключает изменения веса
- Независимо разработанный дизайн и использование технологии лазерной спекания для производства высокоэффективной охлаждающей формовочной матрицы
- Двухступенчатый процесс литья позволяет выбирать режим сжатия в зависимости от материала и конструктивных критериев.
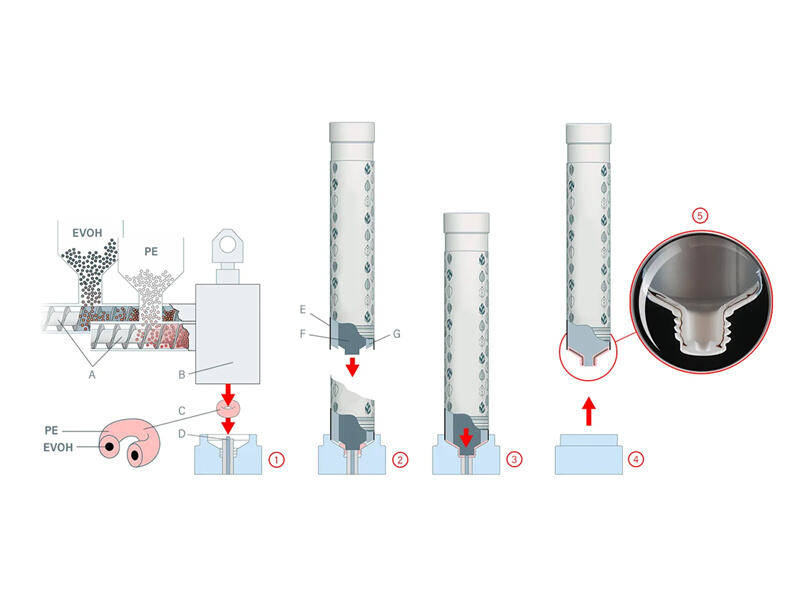
1. Система измерения объема (B) устраняет отклонение веса при измерении массы материала (C).
2. Основной штамп (F) и направляющая трубка (G) одновременно продвигаются вниз. Направляющая трубка закрывает полость формы до того, как форма оказывает давление на массу материала.
3. Основной штамп (F) продолжает двигаться вниз и выдавливать массу материала для формирования плеча и головки.
4. Основание поднято вверх, а плечо трубы с четким краем головки трубы идеально сваривается с корпусом трубы.
A. Экструдер, оснащенный поршнем осевого давления
B. Система измерения объема
C. Масса материала (масса дозирования ПЭ)
D. Трубная головка с открытым нижним устьем
E. Тело трубы
Штифт для опоры F
Чехол для опоры G
Адаптивная модель
Подходит для PTH 90, PTH 100, PTH 150 и PTH 240м, производительность
Они составляют 90, 95, 147 и 240 единиц в минуту.
Синхронный процесс потока
- Улучшает качество поверхности плеча
- Привлекательный внешний вид трубчатого плеча, цветное плечо трубы без следов потока материала
- Плечо круглой трубы и овальной трубы сварено идеально
- Позволяет производить более маленькие и аккуратные отверстия в головке трубы
- Нет пузырей на плече
- Плечо трубы без наклона головки
- Улучшить экономическую эффективность производства
- Сократить время замены формы и снизить частоту замены
- Улучшить стабильность процесса и повысить производительность
- Стандартизация форм, снижение потребности в формах
- Экономия до 60% на инвестициях в дозировочный насос
- Смена цвета материала происходит быстрее
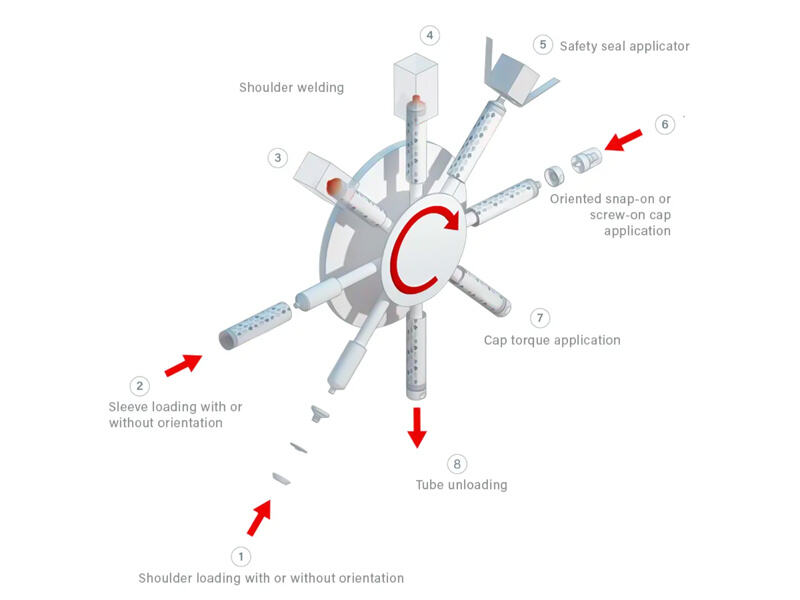
【3】Пленка запечатывания фиксирует крышку
Технология производства композитных шлангов представляет собой печатную композитную пленку, предварительно собранные трубные плечи и трубные крышки, смонтированные в шланговый продукт, который можно заполнить.
Технологическое преимущество
Производственная мощность оборудования может быть расширена просто за счет увеличения количества сборочных станков. Скорость работы оборудования от 100/мин до 600/мин, компактный дизайн, небольшая площадь занимаемого пространства.
Отличная производительность, процесс не замедляется из-за необходимого времени охлаждения для формования.
Плечо и крышка выполняются на одном сердечнике.
Высокая гибкость, могут быть добавлены дополнительные опции, такие как ориентированная крышка, ориентированное плечо, овальная трубчатая сборка и верхняя пленочная герметизация.
Использование предварительно изготовленного плеча делает процесс штамповки более стабильным и исключает риск усадки материала в процессе производства сオンライン-формованием.