
BaoLiLai Pakkegenereringsproces
【1】Trække-rør Procesbeskrivelse
Rørtrekning er en unik veldedningsproces for sideforbindelser af kompositrør. For første gang er ændringen af egenskaberne ved det ydre lag af pladen ikke begrænset af materialet i det indre lag af pladen. I virkeligheden, da det ydre lag af pladen ikke længere behøver veldedes til det indre lag af pladen som det gør, når det overlapper, kan vi optimere det med hensyn til holdbarhed, sikkerhed, følelse, trykslutning eller ethvert andet funktionelt aspekt, der kræves af markedet.
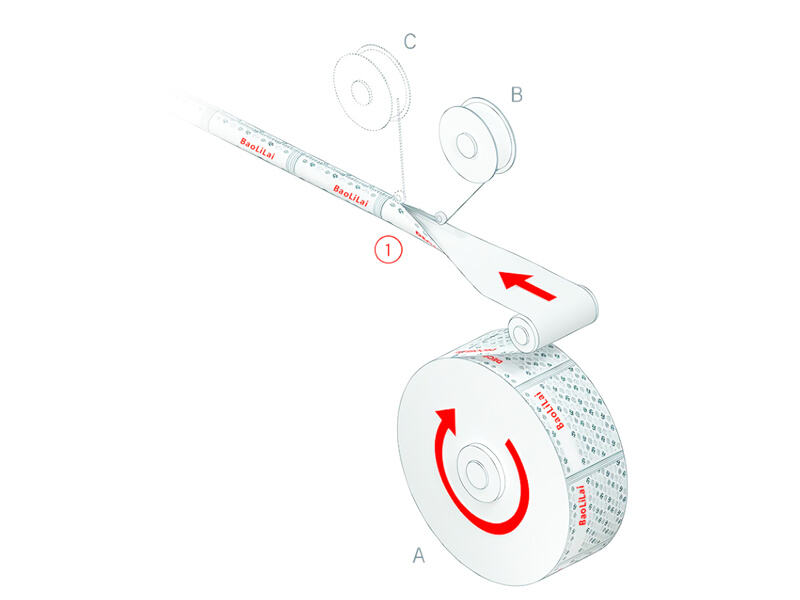
1. Veldedningsforstærkelsesbåndet føres ind i midten af endeveldningen, og den flade trykte kompositplade støttes op for at danne en cirkulær rørkrop.
A. Kompositplade med forudtrykt
B. Indre forstærkningsrem
C. Ydre forstærkningsrem
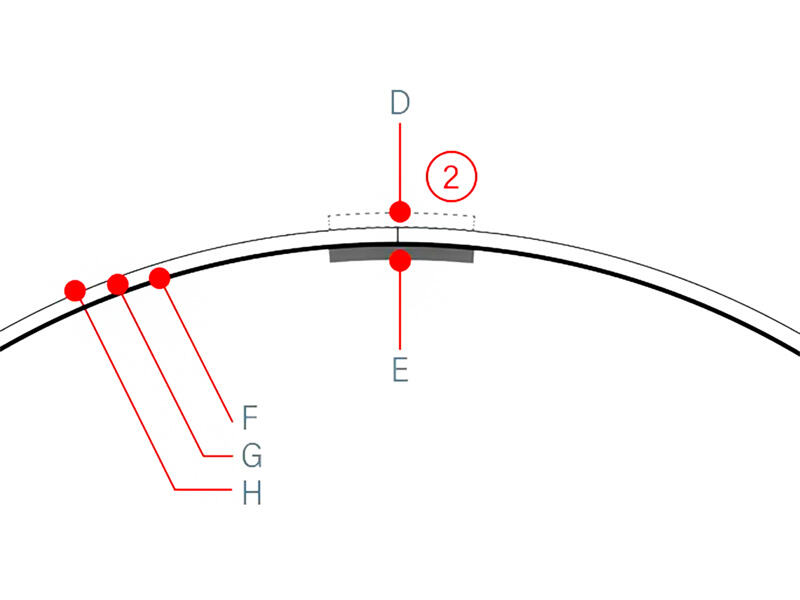
1. For at forhindre, at det papir-plast kompositblad absorberer ekstern vand, veldes en anden forstærkningssølv på ydenfor af rørkroppen.
D. Ydre forstærkningsrem
E. Indre forstærkningsrem
F. Barrierlag
G. Allet-plastisk eller papir-plastisk sammensatark
H. Skriftdekorativt lag
Nye markedsmuligheder
- Ny funktionel arkstruktur er tilgængelig
- Sørg for slangeydelse
- Bladforbindelse opnås ved at forstærke带回 med velding
- dekoration i 360° fuld cirkel, tryksflade er større, eliminer blankt mønsterområde
- Dets frihed i valg af ydemateriale hjælper med at forbedre berøringen
- Slangediameterområde: 12,7-60mm
Funktioner af emballageteknologi
Digital CMYK trådtryk
Sammensatark sheet rørkrop med højsekvent sheet-struktur; 300µm tyk metalliseret PET overflade og 9µm aluminiumsbarrierelag
Bladende, det svedede område kan trykkes i fuld plade, og der anvendes en PE/PET/PE sammensat struktur for svedningsforstærkelsesbælte på insiden af rørkroppen
Aluminiumslags beskyttelse af produkter, tyndt PE inderslag for at reducere dufttab
Højfrekvensveldet forudfabrikeret PE-rørskulder til rørfod
Skruetop Lektietop Omvendt top Doktorstykke lille kugletop oktagontop Skruetop Perletop Midjetop Tipstop Hornstop akrylblomstertop Dripstop Triple ball enkelt ball læbestiktop Iscremetop fladt tubetop
【2】Formingsproces Procesnorm
(Indsprøjtningskulde)
Formingsteknikken er i føringstillstand
- Ekstrudere udstyret med aksele trykspinder smelter materialer mere fuldt ud og skifter farver hurtigere
- Optimer ekstruderens og doseringsopvarmningskurve, reducér massens materialestress, gør stressfordelingen mere jävnt fordelt og forbedr kvaliteten af reoleringen af rørskulderen og røroppbygningen
- Spiralstrøm-doseringshovedet ekstruderer ikke-trykkede, symmetriske materialsamlinger
Volumetrisk måling undgår vægtændringer
- Uafhængigt forskning-og-udviklingsdesign og brug af lasersinteringsteknologi til produktion af høj kølemåleform
- To-trinsformningsprocessen gør det muligt at vælge kompressionsmode i overensstemmelse med materiale- og designkriterier
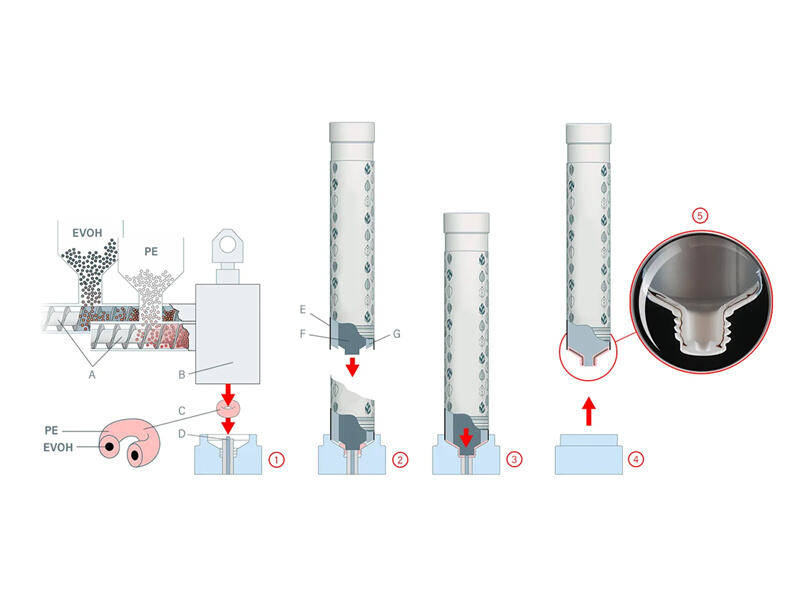
1. Volumenmålesystemet (B) eliminerer afvigelsen i vejmåling af materialemassen (C).
2. Mandrillpigen (F) og mandrillærmiet (G) skubbes nedad samtidig. Mandrillærmiet lukker formhulen før formen udøver tryk på materialemassen.
3. Mandrillpigen (F) fortsætter med at skubbe nedad og ekstrudere materialemassen for at danne skulderen og hovedet.
4. Mandrillen løftes, og skulderen på røret med et klart åbningstår af rørhovedet er perfekt svidset sammen med rørtroppen.
A. Ekstruder udstyret med akset trykpiston
B. Volumenmålesystem
C. Materiale masse (PE doseringsmasse)
D. Rørhoved med åben bundets dødning
E. Rørmagt
F. Mandrulpunch
G. Mandrulhylde
Anpasset model
Egnet til PTH 90, PTH 100, PTH 150 og PTH 240m, produktionshastighed
De er 90, 95, 147 og 240 enheder pr. minut.
Synkront flydelsesproces
- Forbedre overfladequaliteten af skulderen
- Rørskulder med smuk udseende, farvet rørskulder uden materialestrømningsspore
- Rundt rør og ovalt rør med perfekt svidet skulder
- Gør det muligt at producere mindre og penere åbninger i rørhovedet
- Der er ingen bobler ved skulderen
- Rørskulder uden at hovedet vender
- Forbedre produktionsøkonomien
- Forkorte formskifte-tiden og reducere antallet af skift
- Forbedre processtabiliteten og øg produktiviteten
- Formgivningsstandardisering, reducerer formkrav
- Besparelser på investering i doseringsnippet op til 60%
- Skifte af materialefarve er hurtigere
【3】Lægesløret låser højde
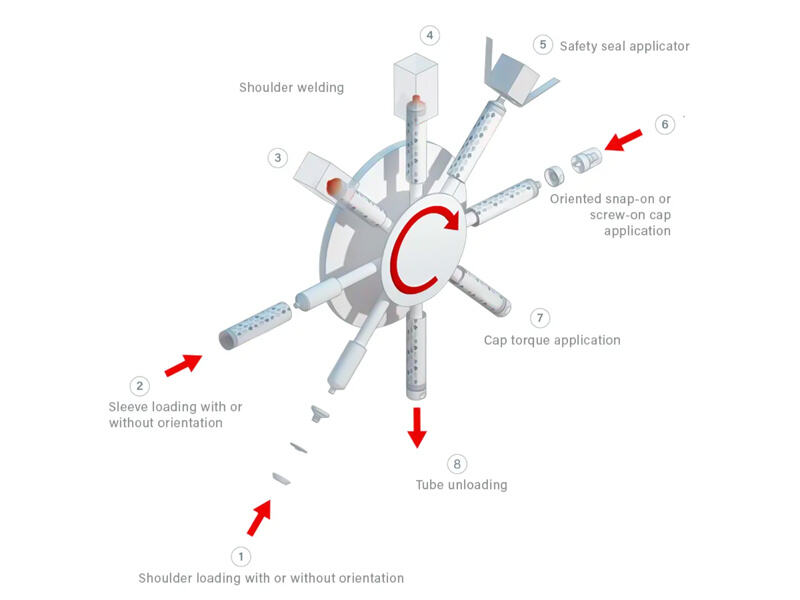
Sammensat hoses producerings teknologi er en form for trykt sammensatark, hvor forudfabrikerede rørskuldre og rørhoved monteres sammen til et hoseprodukt, der kan fyldes.
TECHNISK FORDEL
Produktionskapaciteten for udstyret kan udvides enkelt ved at øge antallet af montørstationer. Udstyrsdriftshastighed fra 100/min til 600/min, kompakt design, lille fodaftryk.
Udmærket ydelse, processen sænkes ikke på grund af den nødvendige køletid til formgivning.
Skulderen og loven færdiggøres på samme mandril.
Høj grad af fleksibilitet, værditilføjede optioner såsom rettet love, rettet skulder, oval rørmontering og topfilmsslutsel kan tilføjes.
Brugen af forhåndsfremstillet skulder gør prægestprocessen mere stabil og eliminerer risikoen for materialetrækning i online-formgivningsproduktion.