
BaoLiLai Paket jenerasyon süreci
【1】Tüp çekme Süreç açıklaması
Tüp çekme, bileşik boruların yan eklemeleri için özel bir kaynaklı birleştirmesi süreçtir. İlk kez, levhanın dış katmanının özellikleri, levhanın iç katmanının malzemesi tarafından kısıtlanmaz. Aslında, dış katman artık laplanırken olduğu gibi iç katmana kaynaklanmaya gerek kalmadığından, dayanıklılık, güvenlik, dokunuş, baskı bitişimi veya pazardan istenen herhangi bir başka işlevsel yön için optimize edebiliriz.
1. Kaynaklanma şeridi, düzlükteki basılı bileşik levha etekli birleştirmenin ortasına yerleştirilir ve bu da çemberel tüp gövdesi oluşturur.
A. Ön basılı bileşik levha
B. İç takviye kemer
C. Dış takviye kemer
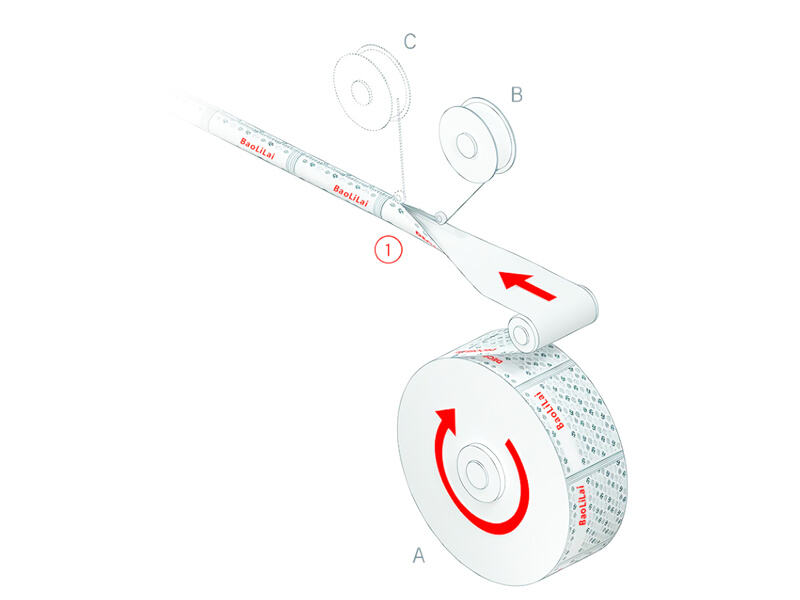
1. Kağıt-plastik bileşik çatlamasının dışarıdaki suyu emmesini önlemek için, boru gövdesinin dışında ikinci bir takviye kuşağı kaydırın.
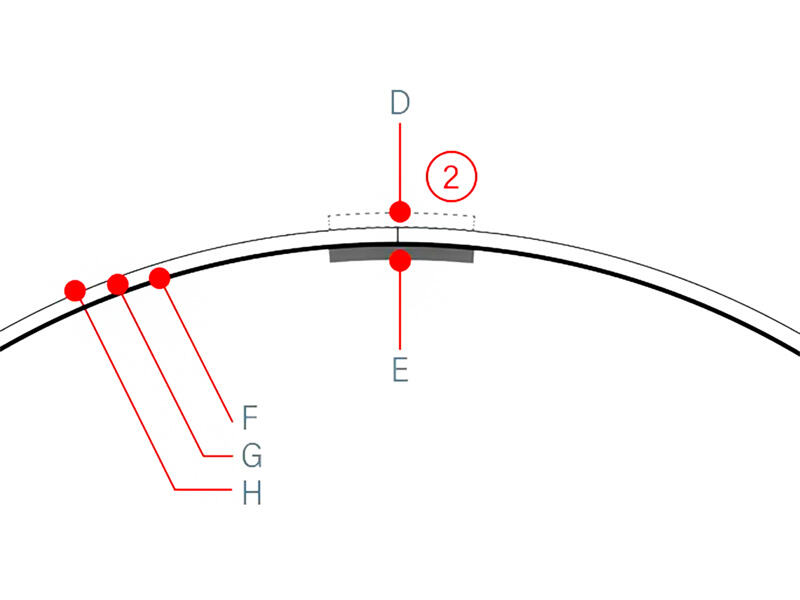
D. Dış takviye kemer
E. İç takviye kemer
F. Engelleme katmanı
G. Tamamen plastik veya kağıt-plastik bileşik çubuk
H. Basım dekoratif katman
Yeni pazar fırsatları
- Yeni işlevsel sayfa yapısı mevcut
- Hortum performansını güvence altına al
- Sayfa birleşimi, kemerin kayışla takviye edilmesiyle gerçekleştirilir
- 360° tam daire dekorasyonu, baskı yüzey alanı daha büyük, tasarım deseni boşluklarını ortadan kaldırır
- Dış malzeme seçimi özgürlüğü dokunuşun iyileştirilmesine yardımcı olur
- Hortum çapı aralığı: 12.7-60mm
Ambalaj teknolojisi özellikleri
Dijital CMYK kırılım yazıcı basımı
Bileşik kağıt boru gövde yüksek sekanslı kağıt yapı; 300µm kalınlıktaki metalik PET yüzeyi ve 9µm alüminyum engel katmanı
Kağıt birleşimi, kaynaklama alanı tam levha olarak basılabilir ve PE/PET/PE bileşik yapısı ile boru gövdesinin iç tarafına kaynaklanma takviyesi bandı uygulanır
Alüminyum tabaka koruyucu ürünler, kokulu kayıp azaltmak için ince PE iç tabaka
Yüksek frekanslı kaynaklanmış ön hazıralı PE boru omuzu boru gövdesine
Paraf kapak Hafif kapak Çevirme kapak Doktor kapak küçük mermi kapak sekizgen kapak Paraf kapak Bej kapak Bel kapak İpucu kapak Boynuz kapak akrilik çiçek kapak Damlalık kapak Üçlü top tek top dudak balımı kapak Kahraman kapak düz tüp kapak
【2】Oluşturma süreci Süreç belirtisi
(Enjeksiyon omzu)
Oluşturma teknolojisi önder pozisyonda bulunuyor
- Ekseniyle basınç pístonlarıyla donatılmış ekstrüderler malzemeleri daha tamamen eritir ve renkleri daha hızlı değiştirir
- Ekstrüderi ve ölçüm ısıtma eğrisini optimize edin, malzeme kütleinin gerilimini azaltın, gerilim dağılımını daha均匀 hale getirin ve boru omuzunun ve boru gövdesinin kaynak kalitesini iyileştirin
- Spiral akış ölçüm başı, basıncsız, simetrik malzeme parçaları ekstrüzer
Hacimsel ölçümler ağırlık değişikliklerini önler
- Bağımsız araştırmalar ve geliştirme tasarımı ve lazer sinterleme teknolojisi kullanılarak yüksek soğutma kalıbı üretilir
- İki aşamalı kalıp oluşturma süreci, malzeme ve tasarım kriterlerine göre sıkıştırma modu seçimi sağlar
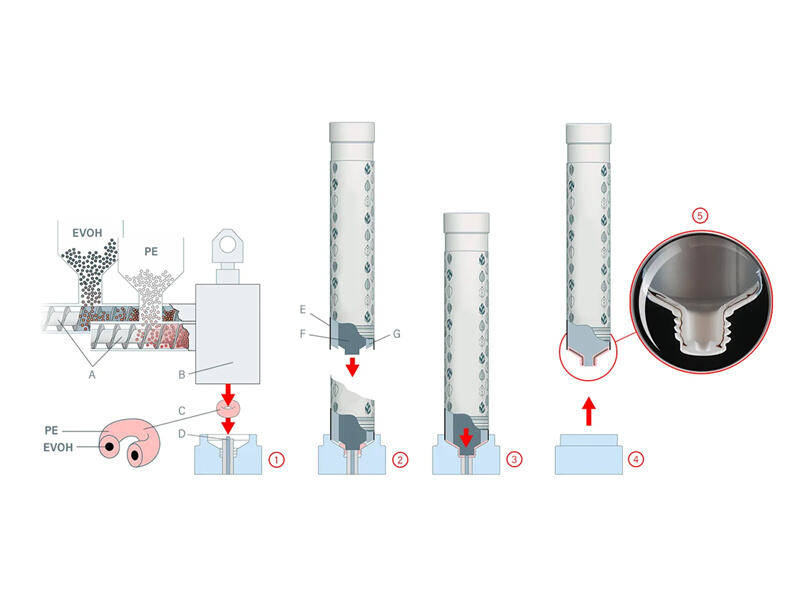
1.Hacim ölçüm sistemi (B), malzeme kütle ağırlığının ölçüm sapmasını (C) ortadan kaldırır.
2. Kalibrö punch'i (F) ve kalibrö yastığı (G) eş zamanlı olarak aşağı itilir. Kalibrö yastığı, kalıbın malzeme kütle üzerinde baskı uygulamadan önce kalıp boşluğunu kapatır.
3. Kalibrö punch'i (F) devam ederek aşağı iner ve malzeme kütleğini omuz ve baş oluşturmak için sıvıştırır.
4. Kalibrö yukarı çekilir ve boru başının açık kenarıyla mükemmel bir şekilde kaydelenmiş olan boru omzu, boru gövdesiyle tamamen birleşir.
A. Aksiyel basınç pistonu ile donatılmış şıklaç
B. Hacim ölçüm sistemi
C. Malzeme kütlesi (PE metraj kütlesi)
D. Açık tabanlı dökme yuvası olan boru başı
E. Boru gövdesi
F. Mandrel dövme
G. Mandrel kılıfı
Uyumlama modeli
PTH 90, PTH 100, PTH 150 ve PTH 240m için uygun, üretim hızı
Dakikada 90, 95, 147 ve 240 adet.
Eşzamanlı akış süreci
- Omuz yüzey kalitesini güçlendir
- Boru omzu güzel görünümlü, renkli boru omzu malzeme akış izleri olmadan
- Yuvarlak boru ve elips boru omzu mükemmel bir şekilde kaydırılmış
- Daha küçük ve daha net boru başı açıklıklarının üretimini mümkün kılar
- Omuzda köpük yok
- Baş eğilmeden tüp omzu
- Üretim ekonomisini geliştir
- Kalıp değiştirme süresini kısalt ve değiştirme sıklığını azalt
- İşlem kararlılığını geliştirmek ve üretkenliği artırmak
- Kalıbın standartlaştırılması, kalıp gereksinimini azaltır
- Dosing musluğu yatırım tasarrufu %60'ya kadar
- Malzeme rengini değiştirmek daha hızlıdır
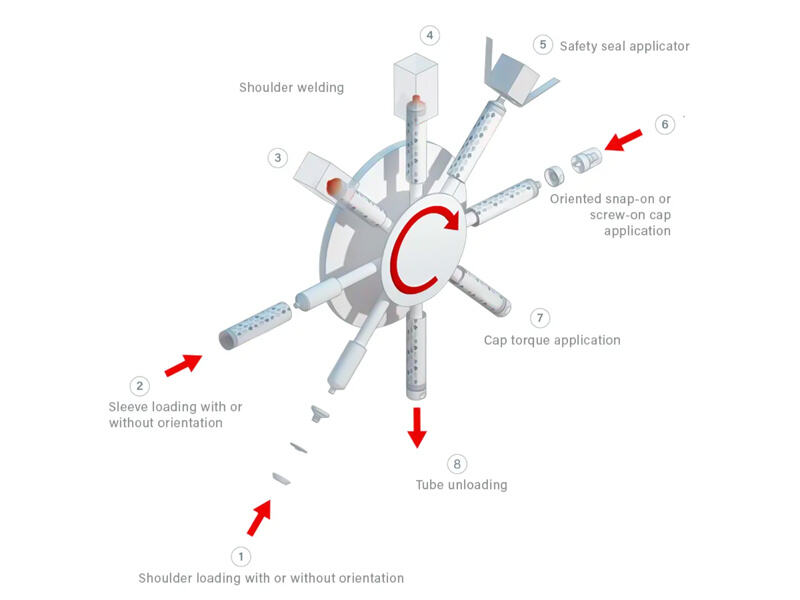
【3】Sigil filmi kapağı kilitlemektedir
Bileşik boru üretilmesi teknolojisi, bir tür basılı bileşik kağıt, ön hazırdaki boru omuz ve boru kapağı birleştirilerek doldurulabilen bir boru ürünüdür.
Teknolojik avantaj
Ekipmanın üretim kapasitesi, montaj istasyonlarının sayısını artırarak basitçe genişletilebilir. Ekipman işletme hızı 100 / dakika ila 600 / dakika arasında, kompakt tasarım, küçük yer kaplama.
Molding için gerekli soğuma süresi nedeniyle süreç yavaşlamaz, mükemmel performans.
Omuz ve kapağın aynı mandrel üzerinde tamamlanması.
Çok esnek, yönlü kapağın, yönlü omuzun, oval tüp montajının ve üst film mühürlemenin eklenebileceği değer ekleyen seçenekler sunmaktadır.
Ön hazırlık omuzun kullanılması, damgalama işlemini daha stabil hale getirir ve online molding üretiminde malzeme daralma riskini ortadan kaldırır.