
BaoLiLai Pakkausgeneraatio prosessi
[1] Putkipotku Prosessin kuvaus
Putkipotkeminen on ainutlaatuinen värjäysprosessi yhdistelmäputkien sivusidoksille. Ensimmäistä kertaa ulkoisten levyjen ominaisuuksien muutos ei ole rajoitettu sisäisten levyn materiaalilla. Itse asiassa, koska ulkoista levylä ei enää tarvitse värjätä sisäiseen levylle niin kuin se tekee kun se on peitetty, me voimme optimoida sen kestoon, turvallisuuteen, tunteeseen, tulosteen lopputulokseen tai mihin tahansa muuhun markkinoiden vaatimaan toimintasuuntaan.
1. Värjäyksen vahvistusrulla johtaa keskelle pystysidontaa, ja tasainen, painettu yhdistelmälevy sidotaan muodostaakseen pyöreän putkikehikon.
A. Ennepainattu yhdistelmälevy
B. Sisäinen vahvistusviipale
C. Ulkoinen vahvistusviipale
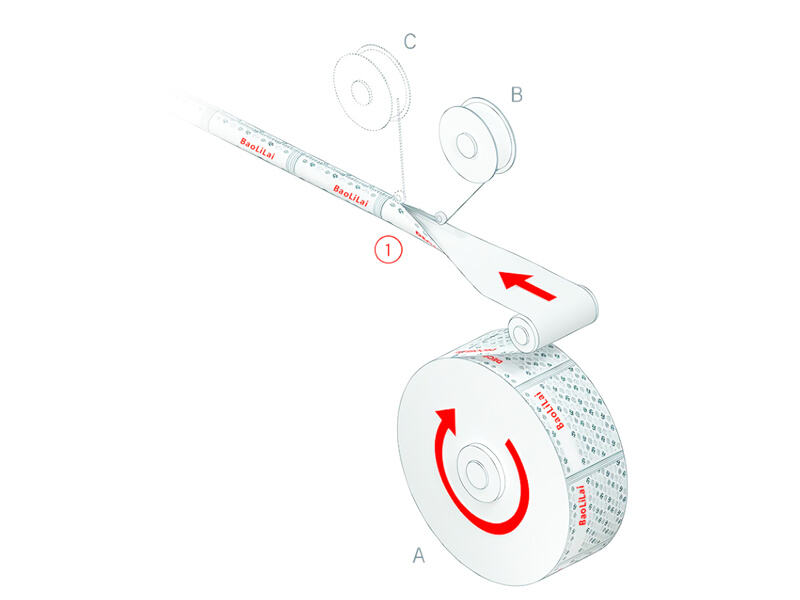
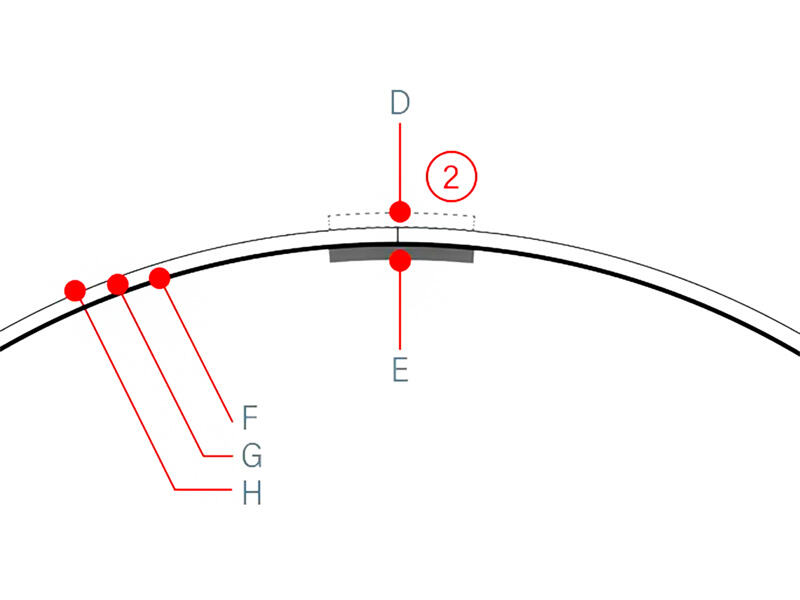
1. Paperi-plastikkikompositilehden estämiseksi vesien absorboidusta ulkopuolelta liimaa toinen vahvistusviivale kehon ulkopuolelle.
D. Ulkoinen vahvistusviipale
E. Sisäinen vahvistusviipale
F. Estevytkerroksena
G. Koko-plastinen tai paperi-plastiikkikompositilehti
H. Tulostuskaunokerroksena
Uudet markkina-tilaisuudet
- Uusi toimintakykyinen lehtirakenne on saatavana
- Varmista sähkölaitteen toiminta
- Levyn yhdistäminen saavutetaan vahvistamalla vyörahaalla
- 360° täysi pyöräkuvaus, suurempi painotusnäyttöalue, poista suunnittelumallin tyhjä tila
- Sen ulkoisen materiaalin valintavapaus auttaa parantamaan kosketusta
- Sähkölaitteen halkaisijan alue: 12.7-60mm
Pakkaustekniikan ominaisuudet
Digitaalinen CMYK-inkjet-tulostus
Yhdistelmälevyisen putken runkojen korkeasti sekosettu levyrakenne; 300µm paksu metallinen PET-pinta ja 9µm alumiinivaroituskerros
Levyn reikä, liimitysalue voidaan tulostaa täysellisellä levyllä, ja PE/PET/PE-yhdistelmärakenteen vahvistuspyyhkä sovitetaan putken sisäänpuolelle
Alumiinikerroksen suojatuista tuotteista, ohut PE-sisäkerros hajusteiden menetyksen vähentämiseksi
Korkean taajuuden lasitetut esikäsittely PE-putken olkat putken kehoon
Viseri katteluoma Heijastinluoma Käännösluoma Lääkäriluoma pieni kuljetusluoma kahdeksankulmainen luoma viseri luoma perhonen luoma vyö luoma huippu luoma sarvi luoma akryli kukka luoma virtaus luoma kolme palloa yksi pallo huumeviskerin katteluoma jäätelöluoma tasoittunut putki katteluoma
【2】Muovauksen prosessi Prosessin määritys
(Injektio olka)
Muovausteknologia on johtavassa asemassa
- Ekstruudereilla, joissa on aksiaaliset painepistot, hajottavat materiaalit paremmin ja vaihtavat värejä nopeammin.
- Optimoi ekstruuderin ja mittauslämpötilakäyrää, vähennä materiaalin massan jännitystä, tee jännitysjakauma tasaisemmaksi ja paranna putken hartian ja kehon liitoslaatua.
- Katkera virtausmittauspää ekstruoimaa epäpainostettuja, symmetrisiä materiaalipilviä.
Volyymimittaus välttää painomuutokset.
- Itseneuvotteluun suunniteltu ja käytetty laserisinterointiteknologiaa tuottamaan korkean jäähdytysmuovinleikkauksen.
- Kahden vaiheen muovausprosessi mahdollistaa pakkaustilan valinnan aineen ja suunnittelukriteerien mukaan
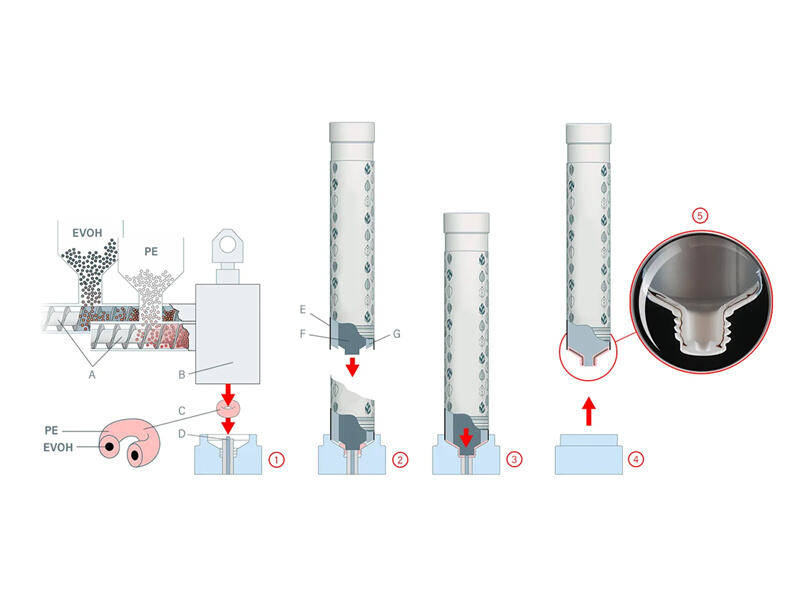
1. Tilavuusmittausjärjestelmä (B) poistaa aineen massan painon mittausvirheen (C).
2. Mandreli punch (F) ja mandrelinsleeve (G) tykyvät alaspäin samanaikaisesti. Mandrelinsleeve sulkee kuopan ennen kuin kuoppa käyttää painetta aineen massalla.
3. Mandreli punch (F) jatkaa alaspain liikettä ja puristaa aineen massan muodostaakseen hartian ja pään.
4. Mandreli nostetaan, ja putken hartia selkeän avoimen reunan putken päällä on täydellisesti liimattu yhteen putken kehon kanssa.
A. Ekstrudiin varustettu akssellisella painepistollä
B. Tilavuusmitausjärjestelmä
C. Materian massa (PE mittausmassa)
D. Putkipää open bottom die sormi
E. Putken keho
F. Mandrelin punchi
G. Mandrelin höylilä
Mukautuva malli
Sopii PTH 90, PTH 100, PTH 150 ja PTH 240m, tuotantonopeus
Ne ovat 90, 95, 147 ja 240 yksikköä minuutissa.
Synkroninen virta-prosessi
- Vahvista kulman pinta-laatu
- Putken kulma kaunis ulkonäkö, värillinen putken kulma ilman materiaalivirtaa merkkejä
- Pyöräpuu ja ellipsipuu kulma liitettynä täydellisesti
- Mahdollistaa pienempien ja järkevämpien putken avointen tuottamisen
- Hyllyn kohdalla ei ole kuppoja
- Putken hylly ilman päättyneitä
- Paranna tuotannon taloutta
- Pikennä moukon vaihtoaika ja vähennä vaihtotoistojen määrää
- Paranna prosessin vakautta ja lisää tuotantoa
- Mallin standardointi, vähennetään mallin tarvetta
- Säännöllisen suuttimen sijoitus säästöt jopa 60%
- Materiaalin värän vaihto on nopeampaa
【3】Sigelluslemmikki lukitaan kansi
Korkeakalitekniikka hoseiden valmistukseen on tyyppi painettu kompositlehti, esikotatu putken hylly ja putki kattaa kokoonpanosta hose tuote voi täytetty.
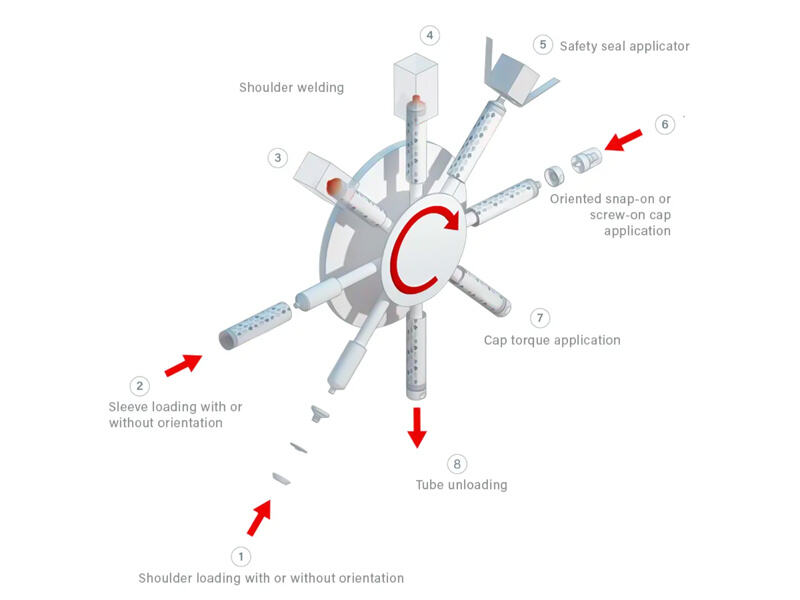
TEKNISET EDUT
Laitekapasiteettia voidaan laajentaa helposti lisäämällä montaajien määrää. Laiteen toimintanopeus 100 / min - 600 / min, kompakti suunnittelu, pieni tilavaatimus.
Erinomaiset tulokset, prosessi ei hidastu tarvittavan jähmetysajan vuoksi muovauksessa.
Harteet ja kattimet valmistetaan samalla mandrelilla.
Erittäin joustava, arvoarvioinnin vaihtoehdot, kuten suuntainen kattilainen, suuntainen hartea, ellipsinen putkiassy ja yläosan kalvoseal voi lisätä.
Valmiiden harteiden käyttö tekee punnintaprosessista vakaamman ja poistaa materiaalin suppenemisen aiheuttaman riskin online-muovauksessa.